“Save valuable time with I.M.S.A. deep drilling machines” this slogan is the goal we set ourselves: to satisfy anyone who chooses an I.M.S.A. deep drilling machine for their production department.
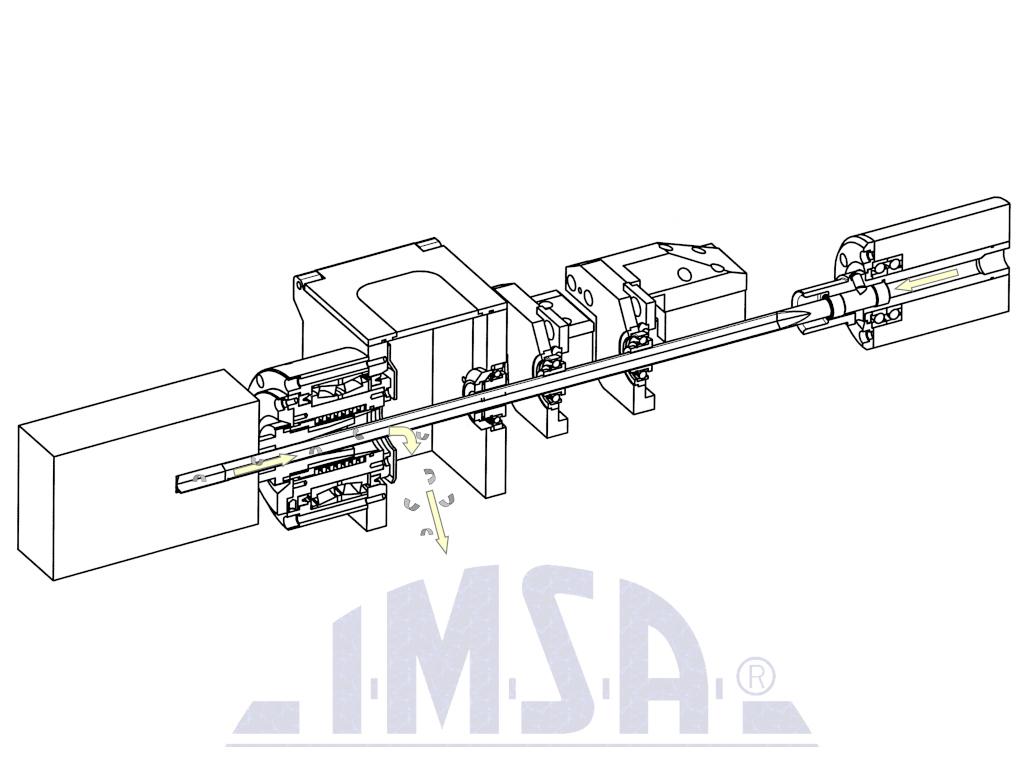
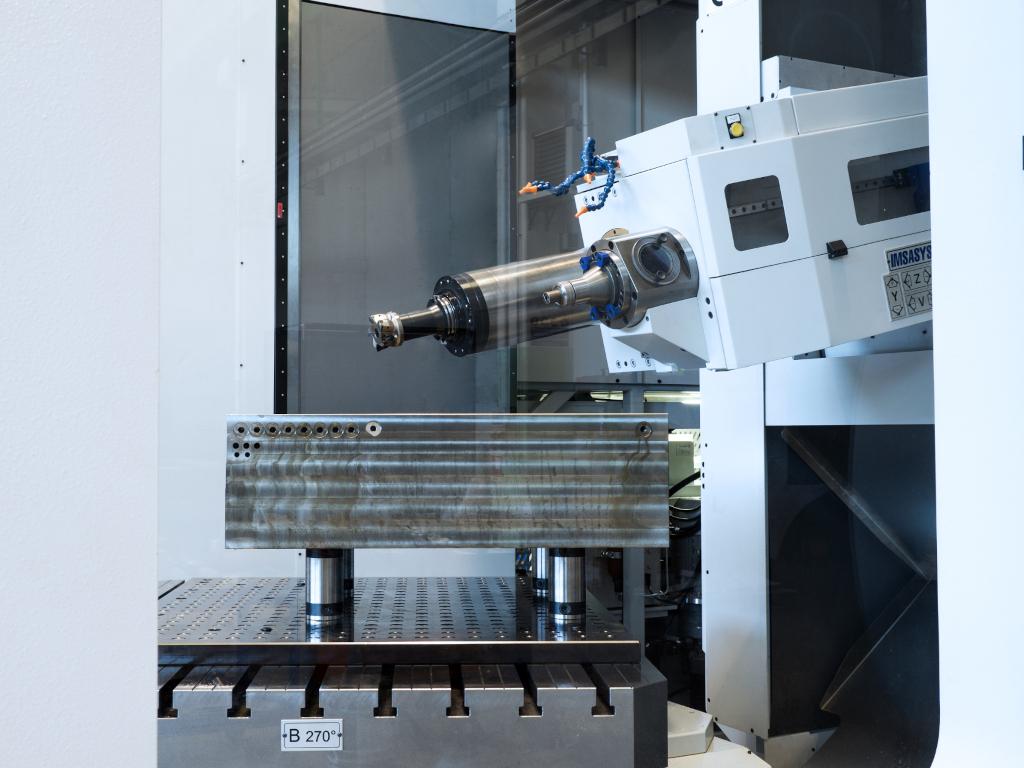
On IMSA machines, the deep drilling operation is carried out without pre-hole in a context of complete support of gun drill tool: the spindle power and rpms are specifically adapted for this application, there are movable self-distancing steady rests to guide the gun drill, and a fixed head on which a drill bushing is mounted.
IMSA’s dual spindle concept sees on the same headstock a gun drilling spindle and a milling spindle for other machining operations such as face milling, spot-facing, tapping, …
Thanks to the two separate spindles:
- each unit (that of deep drilling and that for the auxiliary operations) has been optimized without compromising technically;
- the switchover from gun drilling to milling and vice versa takes place in fully automatic mode, in a few seconds: just the electronical axis commutation time;
- the switchover is just activated by programming the relevant M functions beforehand, without any intervention by the machinist on the headstock. Which means, the machine can work at maximum efficiency even in unmanned shifts.
The evolution of IMSA spindles
The first “traditional” drilling machine dates back to 1992. In 1996 the first evolutionary step was taken: the exclusive autofocus system for optimal movement of the steady rest guide. The steady rests are mounted on a self-centering system that allows the mutual distance between the anti-vibration bushings to be preserved, an optimum driving condition for such particular tools as the gun drills.
In 1997 IMSA introduced another innovation. A separate milling spindle from the drilling spindle, which introduces the concept of independent axes for deep drilling and milling. Thus by 1997, the FF-series deep drilling machines had a milling axis above the gun drilling axis. Since then, the switch between the processes does not involve disassembling by the operator and is carried out in automatic mode by programming the relevant M functions.
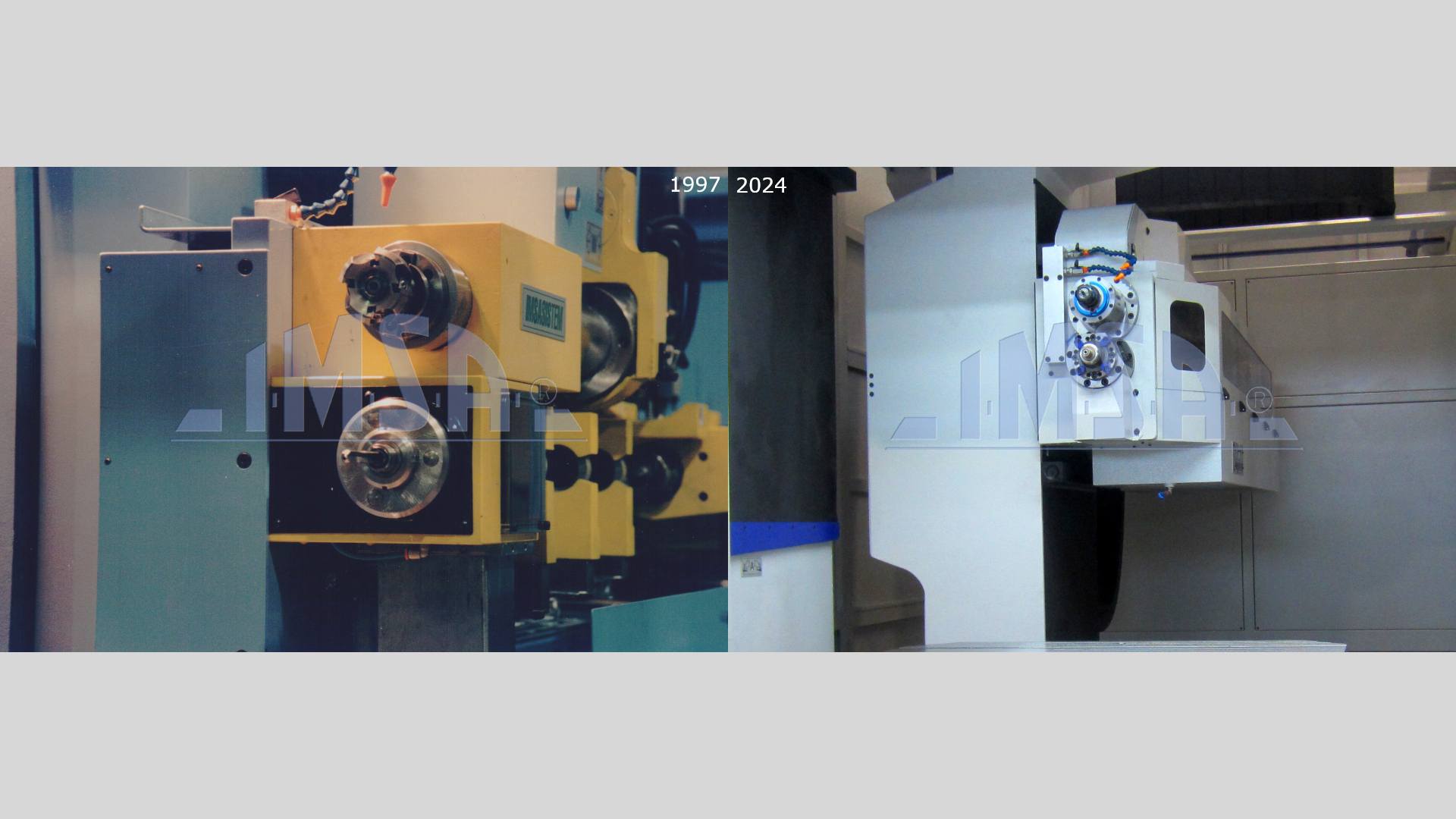
The separate spindles became a distinctive feature that IMSA proposed also in the subsequent design updates, especially in the medium/large size gun drilling and milling centers, and lately also on the smaller machines for molds up to 4 tons.
In the latest machine designs, many existing characteristics have been updated and improved to meet and anticipate the current needs of mold makers in the most practical way.
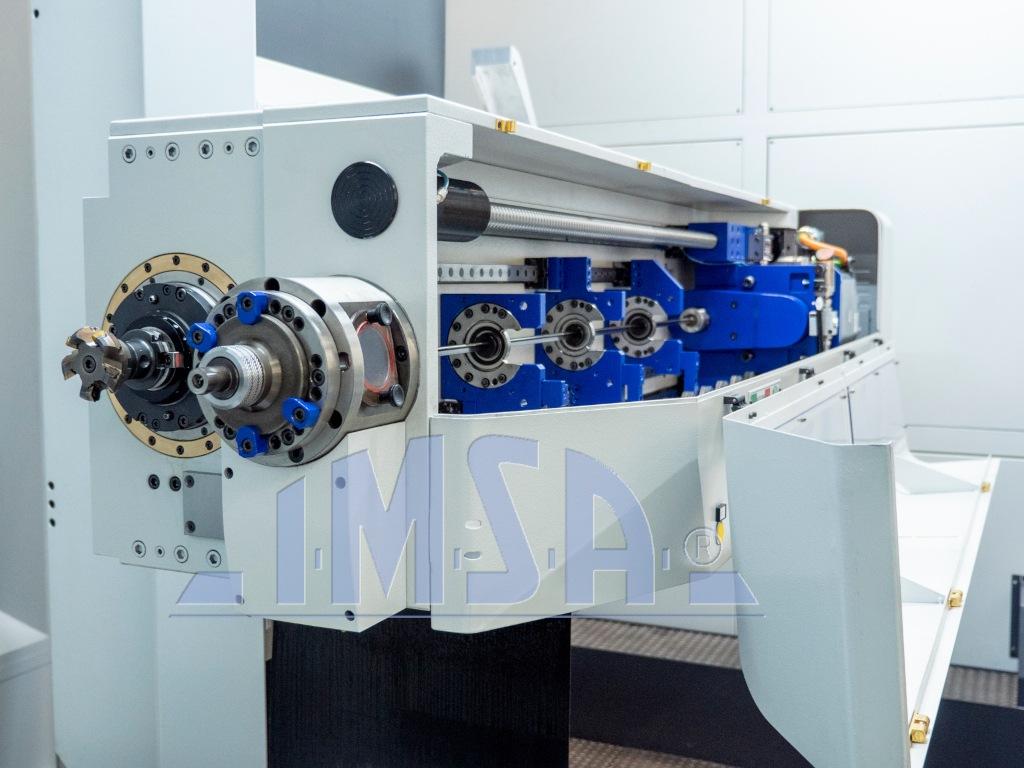
SEPARATE GUN DRILLING AND MILLING SPINDLES
On machines MF1000/2C, MF1000/2F and MF1250/2FL, thanks to IMSA concept with two separate spindles, the passage from gun drilling to machining and back only takes a few seconds, and no intervention by the operator is needed.
The headstock accommodates the machining heads: the ISO40 milling spindle is located above the gundrilling unit. Both spindles are liquid-cooled.
The “Z” axis movement of the whole headstock is used for milling operations, and for workpiece approach in gun drilling.
Different-capacity ISO40 automatic tool changers are available in option to complete the milling head capabilities.

GUN DRILLING AND MILLING SPINDLES ON INDEPENDENT AXES
On the gun drilling and milling centers of IMSA “EVO” series*, the gun drilling head and the auxiliary machining head are located horizontally one beside the other on the headstock. The milling spindle constitutes an independent axis with an additional “Z” travel in respect to the workpiece-approach “W” axis by the whole headstock. This enhances table center reachability.
Both spindles are liquid-cooled.
The EVO series is equipped with direct-drive milling electro-spindles, with permanent grease lubrication. Wider machining possibilities are possible thanks to the availability of oil lubrication in tool center, external oil through nozzle, external air nozzle and optional air cooling at tool center. Different-capacity automatic tool change storages complete the milling equipment.
* (MF1350EVO, MF1450EVO, MF1300/4P EVO, MF1750EVO)
The S2 concept
Also IMSA model MF1600 S2 is equipped with two distinct spindles for milling and for gun drilling, with an emphasis on milling operations. The S2 concept does without the gantry-column structure, in favor of an enhanced milling capability, and is oriented to machine shops looking for a hybrid milling machine with deep hole drilling.
This milling and drilling center has a “T”-shaped structure, with horizontally movable table and longitudinally movable column. This is a typical milling machine design, that easily allows table center reachability.
On MF1600 S2 center, the milling head is anchored to the headstock, while the gun drilling unit slides on an independent carriage with an own translation movement, when the automatic switchover is commanded.

Some users’ opinions
From the interview “Technology makes the difference”
 MOULD SOLUTIONS began working with I.M.S.A. in 2009 with the introduction in their workshop of the MF1000BB model. “With the purchase of the first I.M.S.A. deep hole drilling machine, we have made an important quality leap. At that time, not everyone had a deep drilling machine to create the mold water lines. With the MF1000BB we were able to speed up and improve efficiency in the mold manufacturing process. (In 2020) when we chose to replace the MF1000BB with a larger model, it was only natural to turn to I.M.S.A. again, and in particular to the MF1250/2FL machine model. Thanks to this gun drilling machine we have been able to further reduce the mold lead time, proving that it is an efficient and fast machine that fully meets our manufacturing requirements.”
MOULD SOLUTIONS began working with I.M.S.A. in 2009 with the introduction in their workshop of the MF1000BB model. “With the purchase of the first I.M.S.A. deep hole drilling machine, we have made an important quality leap. At that time, not everyone had a deep drilling machine to create the mold water lines. With the MF1000BB we were able to speed up and improve efficiency in the mold manufacturing process. (In 2020) when we chose to replace the MF1000BB with a larger model, it was only natural to turn to I.M.S.A. again, and in particular to the MF1250/2FL machine model. Thanks to this gun drilling machine we have been able to further reduce the mold lead time, proving that it is an efficient and fast machine that fully meets our manufacturing requirements.”
From the interview “The new era of deep drilling”
 The first I.M.S.A. deep drilling machine was purchased by Exacta Stampi back in 1996; more than ten years later it was the MF 1200 BBLL gundrilling centre’s turn. molds produced nowadays generally have more holes and are more complex than in the past. This means that drilling technology has needed to be updated over time.
The first I.M.S.A. deep drilling machine was purchased by Exacta Stampi back in 1996; more than ten years later it was the MF 1200 BBLL gundrilling centre’s turn. molds produced nowadays generally have more holes and are more complex than in the past. This means that drilling technology has needed to be updated over time.
EXACTA STAMPI confirms: “We, as mold makers, have experienced these changes. Today we need much more precision than before, which is why we’ve invested in the new MF 1350 EVO drilling machine which, compared to the previous generation MF 1200 BBLL dual-spindle Gantry machine, offers greater milling capacity.
The machine looks definitely superior to the previous generation, in both speed and precision. It’s especially evident when we’re drilling larger holes, with 44 mm gun drills for example, where we’ve see a reduction in operation times of about 40%. The machine’s solidity and rigidity are evident.”
 From the interview “Increasing efficiency in deep drilling”
From the interview “Increasing efficiency in deep drilling”
“Thanks to the MF1300/4P EVO center, we can work up to 16 hours continuously without an operator”, explains RS MECCANICA. “Our goal is to have the machine work unmanned at the same speed it would work with the operator present. For that reason, when we bought the machine, we asked I.M.S.A. for some implementations such as the insertion of cameras to visualize the working area, the addition of bellows to protect the X axis and a double screen.”
From the interview “Quality and precision always in the focus”
 Deep drilling activities in die casting molds have been an important part of Ideal Stampi’s daily operations in recent years, which is why last year the company purchased a new machine specifically for this operation: the MF1000/2C gun drilling and milling machine from I.M.S.A.
Deep drilling activities in die casting molds have been an important part of Ideal Stampi’s daily operations in recent years, which is why last year the company purchased a new machine specifically for this operation: the MF1000/2C gun drilling and milling machine from I.M.S.A.
“With the numerous water lines that are now present in a die-casting mold, without their machine we would be forced to outsource this processing, with the risk of possible delays in delivery. I consider the MF1000/2C gun drilling machine to be the most suitable model for most moldmakers as it allows numerous machining operations on medium and small size molds.”
From the interview “More flexibility in the workshop thanks to the deep drilling machine”
 “The introduction of the I.M.S.A. machine in our workshops has enabled us to be autonomous in the whole production process and to enter the market of machining as subcontractors, offering our experience to other machine shops and mold makers,” says the founder of O.M.C. STAMPI.
“The introduction of the I.M.S.A. machine in our workshops has enabled us to be autonomous in the whole production process and to enter the market of machining as subcontractors, offering our experience to other machine shops and mold makers,” says the founder of O.M.C. STAMPI.
“It is an extremely reliable machine in both drilling and milling operations, precise and performing. It solves many design-related problems for us as we can accurately make holes in certain positions and inclinations, which also limits drilling hours as we are drilling in the exact location where it is needed. Thanks to I.M.S.A.’s MF1250/2FL, we have drilled thousands of holes in H7 tolerance, an aspect that is not so obvious. We are also able to machine hardened steels with up to 50 HRC hardness.”