A dynamic reality where each design is a tailored response to customers who need precision and speed in deep drilling. Sales manager for I.M.S.A. srl, Luca Picciolo, tells us about the current situation in our interview with him.
Translation of the interview carried out by the Italian technical magazine “Macchine Utensili”, March 2020
What’s your business strategy for operating in today’s market?
I.M.S.A.’s strategy is intrinsically linked to a desire and will to frequently upgrade our gun drilling machine designs, always driving performance forward.
Each of our designs is a tailored response to our customers, who need precision and speed in deep drilling.
To ensure to our machines the best services, we deal with all the design, manufacturing and assembly processes in-house.
The metalwork and castings are made by Italian companies, while the components are selected from historically reliable international brands.
Another fundamental factor in I.M.S.A.’s business strategy is offering customers a complete service. That’s why we’ve always fostered well-established partnerships with local businesses across the Countries we operate in: sales and technical support facilities that are in regular contact with us and understand how to support our customers.
What goals does your company set for itself?
“Save valuable time with I.M.S.A. deep drilling machines”: our mission statement expresses how our technical expertise and skills have been able to transform process requirements into increasingly advanced deep drilling solutions.
This slogan is the goal we set ourselves: to satisfy anyone who chooses an I.M.S.A. drilling machine for their production department.
In the shorter term, our workshop is currently undergoing internal reorganisation. We’ve recently created a dedicated floor for storing large parts and installed two automated storage systems for small and medium sized parts.
In 2019, this facility, which features a 186 kWp capacity solar panel system, was also fitted with a hybrid cooling and heating system for the entire production plant that’s managed through a heat pump. It saves energy and offers greater comfort for our employees all year round. We’ve also recently acquired a second site nearby that we’re dedicating to retrofitting our used gun drilling machines.
How about Research & Development?
As we said, design is carried out strictly in-house. Our technical department is a key resource for optimising each machine in terms of construction, operation and maintenance.
Many of the innovations in gun drilling machines for moulds and blocks over the last decade were conceived of by I.M.S.A., and over the last five years it’s mould application that the development team’s efforts concentrated on.
In fact, we have progressively redesigned our entire range of deep drilling machines for moulds. A number of foresights gained from experience and the rigid base structures enables an I.M.S.A. deep drilling machine to drill between 20-30 m of traditional mould materials before having to replace or sharpen the gun drill.
Design also played a central role for our range of drilling machines for cylindrical parts, as we designed them specifically around the needs of deep drilling.
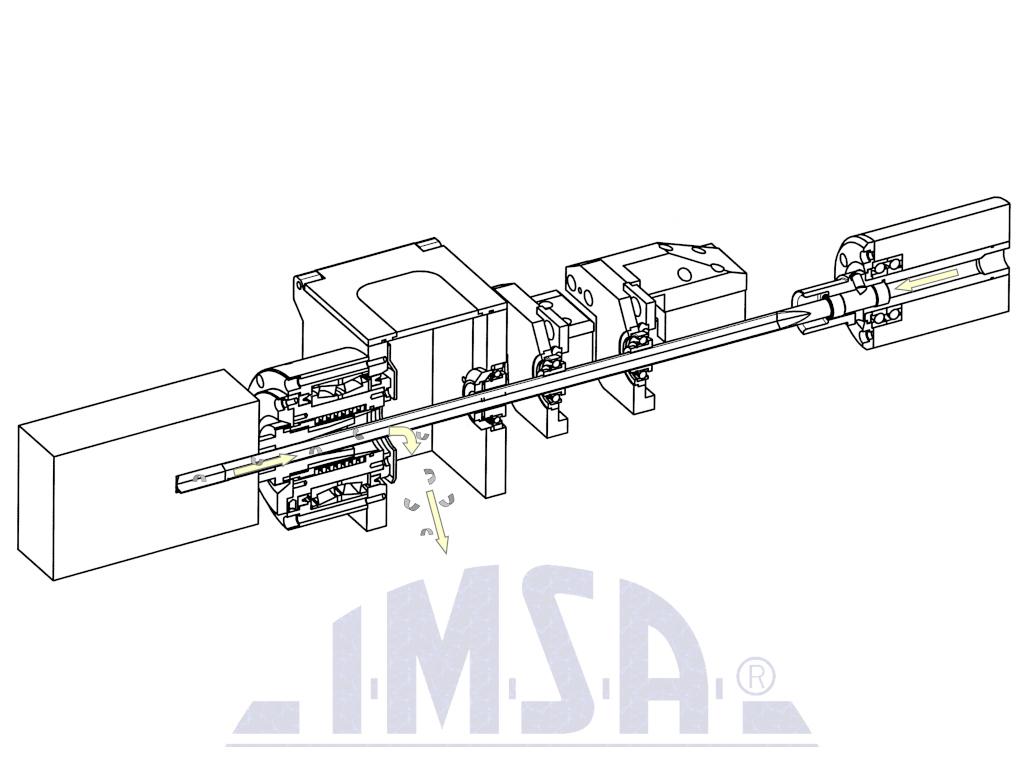
To get the best results, the gundrill tool or the BTA tool requires a certain oil flow rate at a certain temperature, with a certain level of filtration, and so on.
Deep drilling requires a healthy combination of machine and tool, particularly in terms of vibration absence and cooling systems: our deep hole drilling machines for cylinders were developed with this in mind.
What is your current range of machines like?
Our range includes deep drilling and milling centres for moulds and blocks and machines for center-line deep drilling of cylindrical parts, all made on order and often customised with a range of bespoke options.
For deep drilling of moulds and blocks, we have solutions that offer up to 50 t table capacities and up to 2,000 mm drilling depths.
Depending on the field they’re used for, I.M.S.A. offers centres for machining on 3 to 5 axes, both with single-spindle and with separate spindle drilling/milling units.
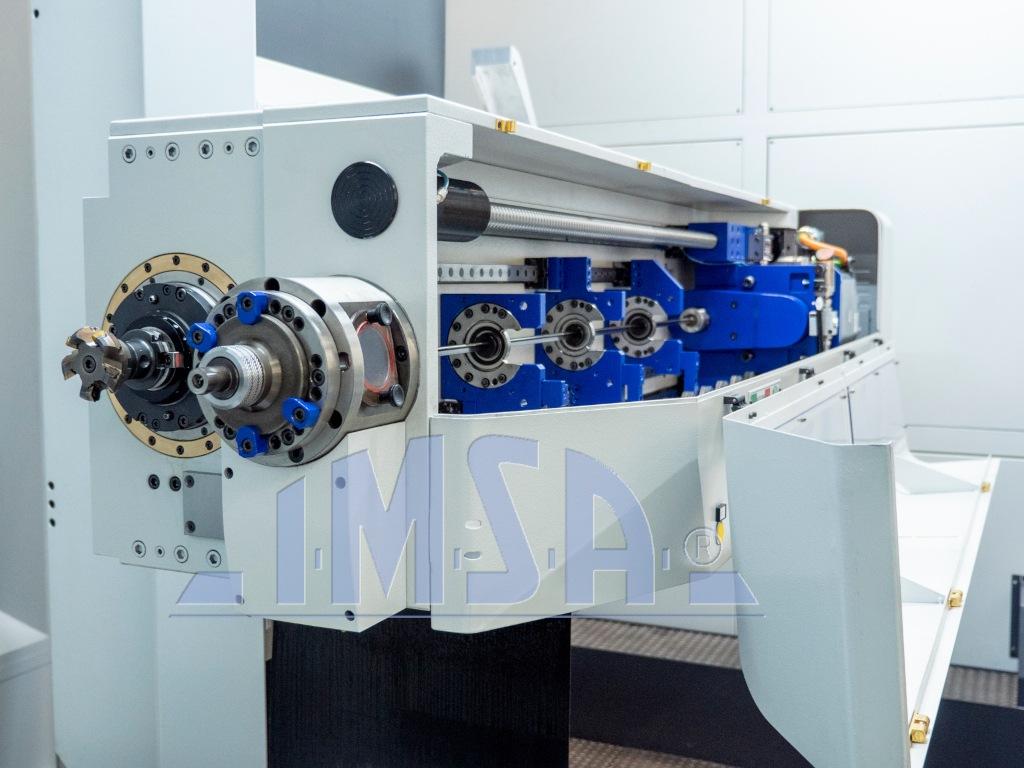
For the drilling of cylindrical workpieces, we offer a range of drilling machines, mostly operating in counter-rotation, single-spindle or twin-spindle, with either gundrill or BTA/STS methods.
These are our MFT and MFTB Series, where customisation is the standard and the “catalogue” is just an overview of the combinations produced up to now, leaving space for versions that can be further adapted on request. The range of application starts from Ø 1.5 mm up to 200 mm with a maximum drilling depth of 6,000 mm.
What are your most recent innovations or flagship machines?
In line with the need to link machines in 4.0 workshops, I.M.S.A. offers a remote support package for company’s own electronic technicians, allowing them to access the PLC remotely, view error messages and even update the PLC.
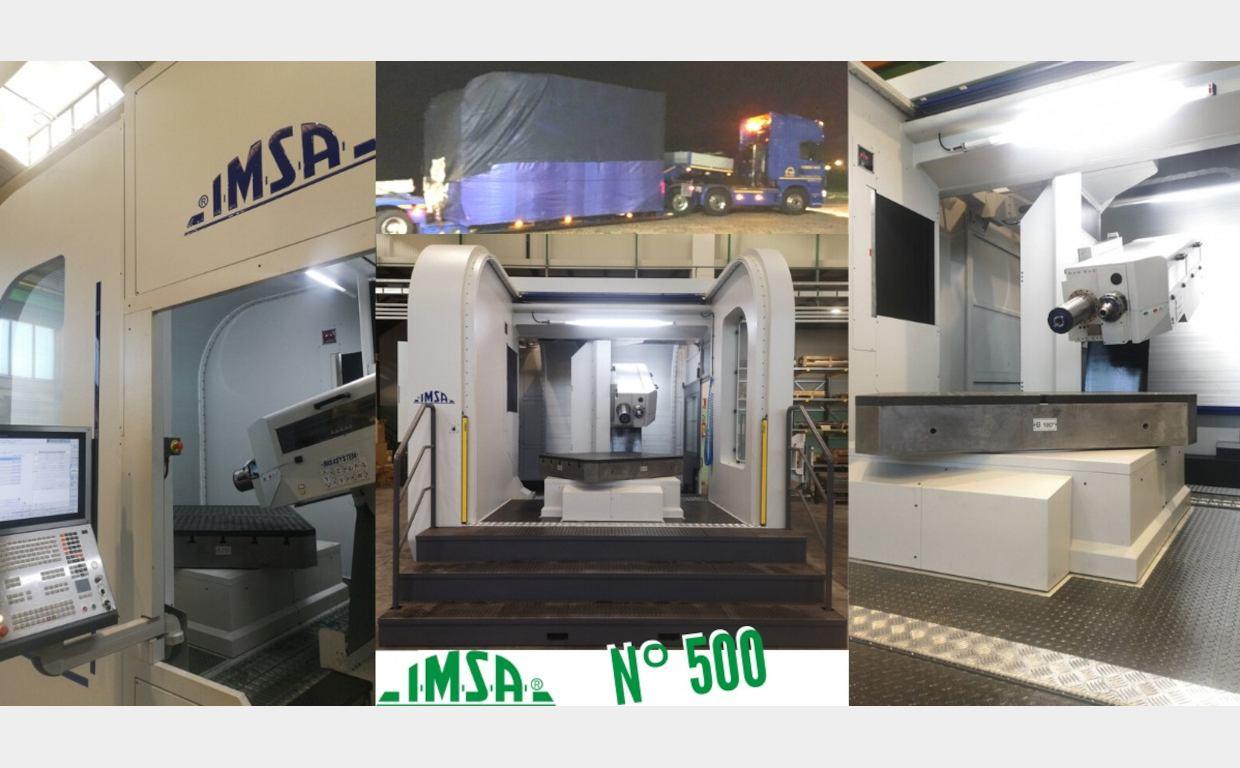
As for our state-of-the-art models, our 500th drilling machine, an incredible achievement in itself, was also our first MF1350EVO model.
It’s a deep drilling and milling centre for moulds and mould bases weighing up to 12t, featuring all the elements that contribute to the premium performance of an I.M.S.A. gun drilling machine: vertical gantry column, angling machining unit with independent liquid-cooled spindles, machining on 4 sides with easy table-centre access, a rigid single-block structure with no need for foundations.
Our smaller MF1000C gun drilling machine has, in recent years, met the demands of many 2-4 t mould manufacturers thanks to its rigid structure and favourable shape, with an angling table that enables optimum use of the axes strokes while still keeping the machine compact.
Our MF800C model has also met the needs of our international customers. Although we would consider it an “entry level” gun drilling machine, it offers unquestionable advantages over deep drilling on non-specialist machines. It is a model that’s best used for drilling plates, small metal parts, tools and off-axis drilling of cylindrical workpieces.
What are your projects for the near future?
We’re also upgrading the MFT/MFTB series of drilling machines with EVO style solutions, installing liquid-cooled spindles with improved transmissions.