I.M.S.A.’s deep drilling machines, meant especially for manufacturers of moulds and die bases, are characterized by a particularly rigid structure allowing both Gun Drilling and Milling operations to be carried out effectively.
Article by the Italian technical magazine “Costruire Stampi” (mould making) – May 2017
A spirit of cooperation with customers as well as the desire to renew projects frequently, so as to improve performances of deep drilling machines and ensure that they are “better than the best”: these are the fundamental values which identify IMSA, a well-known Lecco-based manufacturer of deep drilling machines and centers.
Mould and die base manufacturing has been from the start, and still is, the segment where I.M.S.A’s designers’ efforts are focused, with continuous renewals of the product portfolio to keep abreast of the times, or better still, on the cutting edge, when it comes to performances.
“Purchasing a gun drilling machine with a milling spindle today can provide the best state-of-the-art performances, means investing on a machine which will be able to perform more tasks in the factory and be productive for the next twenty years”, states Luca Picciolo, an engineering graduate and IMSA’s technical sales representative.
PRODUCTIVITY IN THE DEEP DRILLING PHASE
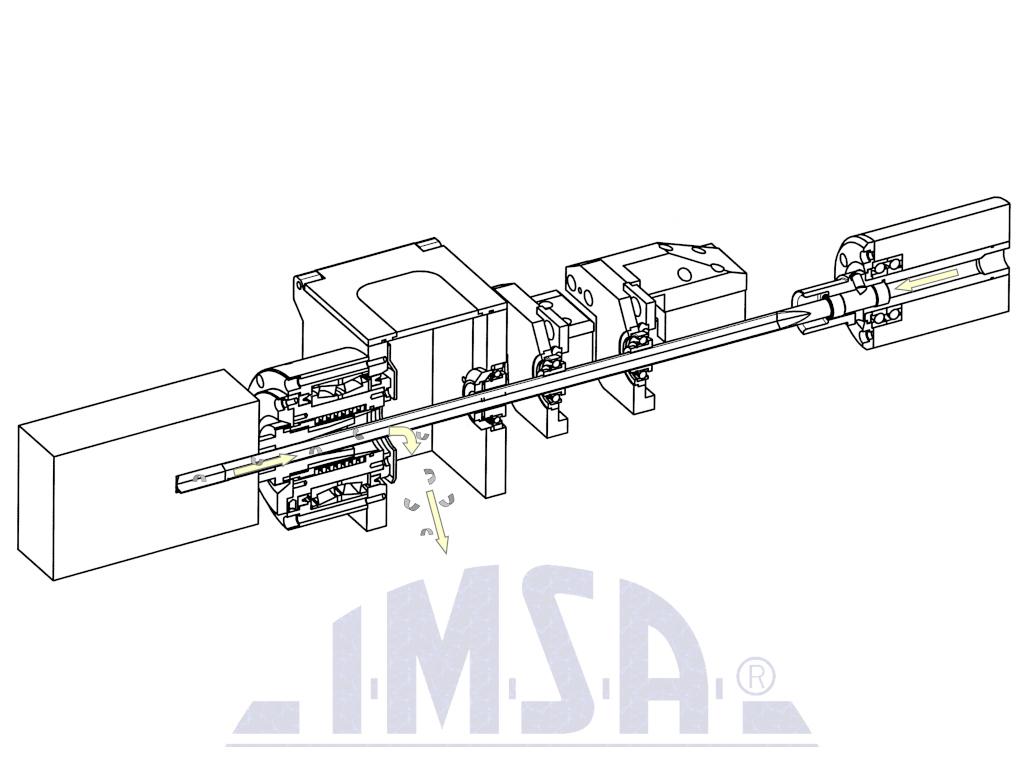
All IMSA Gun drills are characterized by a rigid structure as well as by a series of technical details which allow drilling in traditional mould materials for roughly 20-30 meters with a single gun drill, before it needs to be disassembled for replacement or sharpening. “On one of our machines using normal 2311 steel, drilling through 20 meters before having to sharpen the gun drill is a standard. Under optimal conditions and with conservative cutting parameters, it is possible to drill through as much as 30 meters in between successive sharpening of a gun drill“, Luca Picciolo specifies, while describing the MF1250/2FL gun drilling and milling machine presented in 2015, “This machine is dedicated to mould and dies weighing up to 6 tons. In a mould or die that weighs 6 tonnes you will have to drill 20 to 30 meters, this means you may drill the entire cooling circuit before the needing to stop in order to sharpen the gun drill. One of the reasons for good result, is the alignment from the gun drilling spindle through all whip guide holders to the front nose bushing, this keeps the drill perfectly in line.”.
PRODUCTIVITY IN MILLING
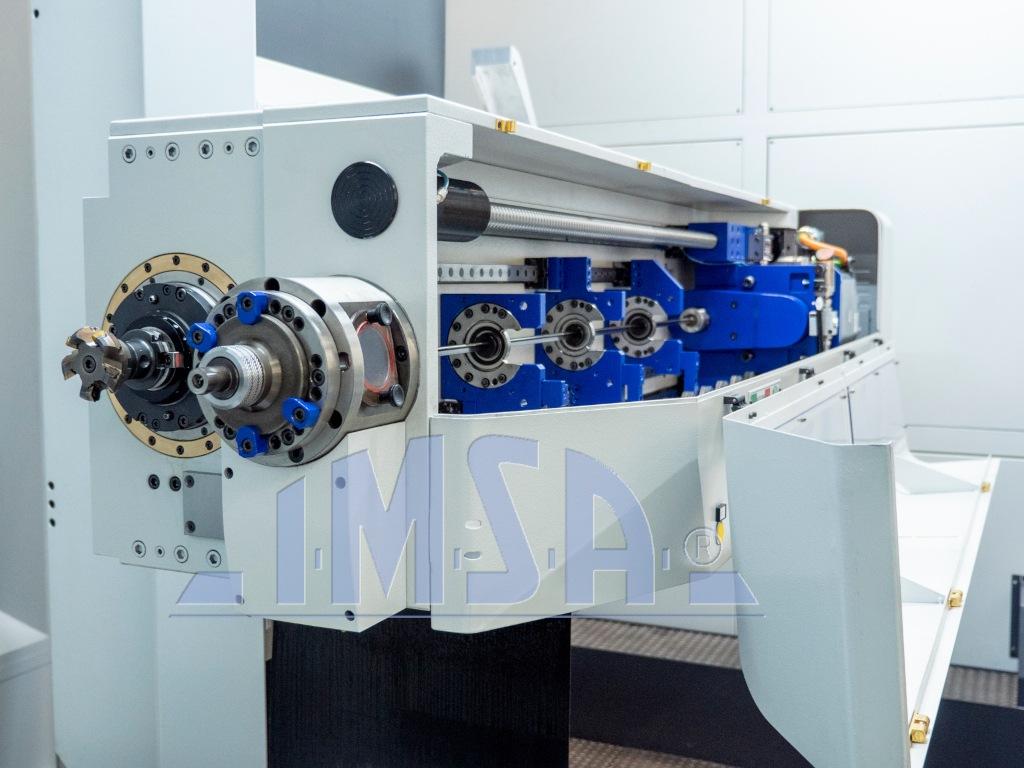
The presence of a second head dedicated to machining (reaming, pocket-milling, threading, etc.) has been a distinctive characteristic of the Lombardia-based manufacturer’s production since the mid-Nineties, even though performances have steadily improved since then.
“The possibility of using the gun drilling machine for an increasing number of machining activities complementary to the cooling circuit became ever more important over the years for many of the clients who relied on our solutions. Above all, the possibility of passing from milling to deep drilling and back again to milling, without needing a manual operation to assemble/disassemble parts of the machine, allows work to continue without a constant supervision of the machine. This is an important added value considering the workloads which our clients have to adapt to nowadays“, Picciolo remarks.
Productivity is not only increased by the totally automatic passage from one operation to another but also by the type of milling spindle with which IMSA gun drilling machines are equipped. “Our cooperation with a well-known Breton manufacturer of multiple molds for the hygiene sector and, separately but during the same year, with a well-known deep drilling subcontractor, based in the Emilia region, provided us with the input, in 2013, to redesign completely the milling unit of our BB Series“, Piccolo remarks.
Powerful, liquid-cooled milling spindles have been included in IMSA machines, ensuring high-quality milling before and after the drilling of the mould cooling circuit. “Another very important factor for milling operations to be carried out using the gun drilling machine is the positioning of the axes. Our machines are equipped with linear transducers based on inductive sensors on all linear axes as well as systems with continuous measuring scale feedback and inductive scale feedback on the rotating axes too“, Picciolo states.
MACHINES DESIGNED IN DETAIL RIGHT FROM THE BASIC STRUCTURES
Many of IMSA’s gun drilling machines for moulds and blocks have an upright architecture with a vertical gantry structure. “A vertical gantry means that the column is supported and guided, not just at the base, but at the top also. For instance we examine our MF1250/2FL gun drilling machine from the side door, on the operator’s side, we can see the column fastened and guided even towards the machine’s roofing, firmly anchored to the single-block machine base which encloses the work area”, Picciolo states.
The structure with the vertical gantry column, which IMSA invented in 2000, applies a rigidity sixteen times higher than an equivalent structure with a column only supported in its lower part. The structure’s high rigidity allows excellent performances for deep drilling with chip-breaker insert gun drill, and for larger diameters without any need for predrilling, in any vertical position along the Y axis.
As from 2016, the gantry series has been accompanied by a simpler and more economical classic- column version called MF1600S.
“To ensure that our machines provide the best performances, we design them and carry out all manufacturing and assembling processes ourselves”, Francesco Colombo, one of IMSA’s owners, explains. “The structure base and castings of entire machines are manufactured in Lombardia, while components are manufactured from a selection of historically reliable international brands. Each one of our projects is created to provide clients with concrete replies to their requests for precise gun drilling machines capable of speeding up the machining of the moulds”.
The attention of IMSA’s technical team is not only focused on the BB series, the top of the range for the Italian manufacturer. “During the past three years we also implemented machines meant for smaller moulds, between 2 and 6 tons, optimizing the productivity of these machines too”, Picciolo remarks, pointing to the MF1000C machine, developed in 2014. “On this machine with a rotary table, meant for moulds up to 4 tons, for instance, the monolithic design which we apply to our models meant for moulds between 2 and 12 tons is very evident. The base’s structure, the vertical gantry column attached to the base at the top and bottom, the table positioned at the heart of the machine make up a single block which implies all the advantages of the machine’s rigidity”. The single block also allows to place these machines quite simply on the factory floor without any need for foundations. “Another particular characteristic of the MF1000C gun drilling machine is the presence of the exclusive “Swing on Top” system. This system does require the presence of an operator for the passage from drilling to milling and vice-versa, but it does not imply assembly or dis-assembly of parts of the machine, thereby ensuring that the unit remains aligned”, Picciolo explains. A “full”, totally automatic, version of the Swing on Top system has been applied to the MF1600S drilling and milling station presented at the last edition of BI-MU.
PERFORMANCE IS APPRECIATED IN EUROPE, CANADA, THE USA AND BRAZIL
With over 400 gun drilling machines installed, IMSA has been preset for over 15 years not just on the European market but also in North America, especially among manufacturers of moulds for the automotive sector.
“Recently even the Rio Grande do Sul industrial district in Brazil showed interest for IMSA drilling centers“, Picciolo states. “We delivered in 2016 an MF1750BB deep drilling and milling center for moulds up to 30 tons and another MF1750BB center is about to be installed in the same area“.
“For our company “Colombo concludes” it is always essential to provide the customer with a complete service, therefore even in Brazil, just like in other countries where we are present, after the installation a qualified local technical service remains available. IMSA continues to provide technical assistance on the Italian territory directly, and the central headquarters always act as a reference point for other authorized technicians the world over, whenever necessary“.