The already wide and diversified range of deep drilling machines designed and manufactured by IMSA can now count on a new model for parts up to 4 tonnes, featuring a dual-spindle configuration to ensure uncompromising productivity and versatility for mould makers.
Translation of the article by the Italian technical magazine STAMPI (published by Tecniche Nuove) – November 2022
Focus on innovation and a constant research and development of new technological solutions have always played a key role at IMSA. All this goes to the benefit of the users of the wide range of drilling machines built over the years by the manufacturer from Barzago (Lecco, Italy), which include many deep drilling and milling machines operating at plastic mould makers and deep drilling job shops globally. We are talking about a comprehensive range of drilling machines (used for mould bases, dies, punches, dowels and blocks in general) comprising 3, 4 or 6-axis deep drilling solutions suitable for small and medium size items, as well as 8-9 axis deep drilling and milling centres for medium and large sized plastic moulds, used to make complex cooling circuits with double-tilt drilling.
These include MF1000C, the deep drilling machine that, since its introduction in the market back in 2014, has been an ideal solution for years for all those workshops and situations that needed a very compact single-spindle solution, but at the same time a highly performing drilling and milling machine capable of accommodating workpieces up to 2 or 4 tonnes, depending on the selected table. IMSA has recently introduced an interesting evolution of that model called MF1000/2C, featuring a dual-spindle configuration. The ram is in fact equipped with two separate spindles: one for threading and milling, and one dedicated to deep drilling operations with a gun drill.

THE ADDED VALUE OF OPTIMIZED MECHANICS
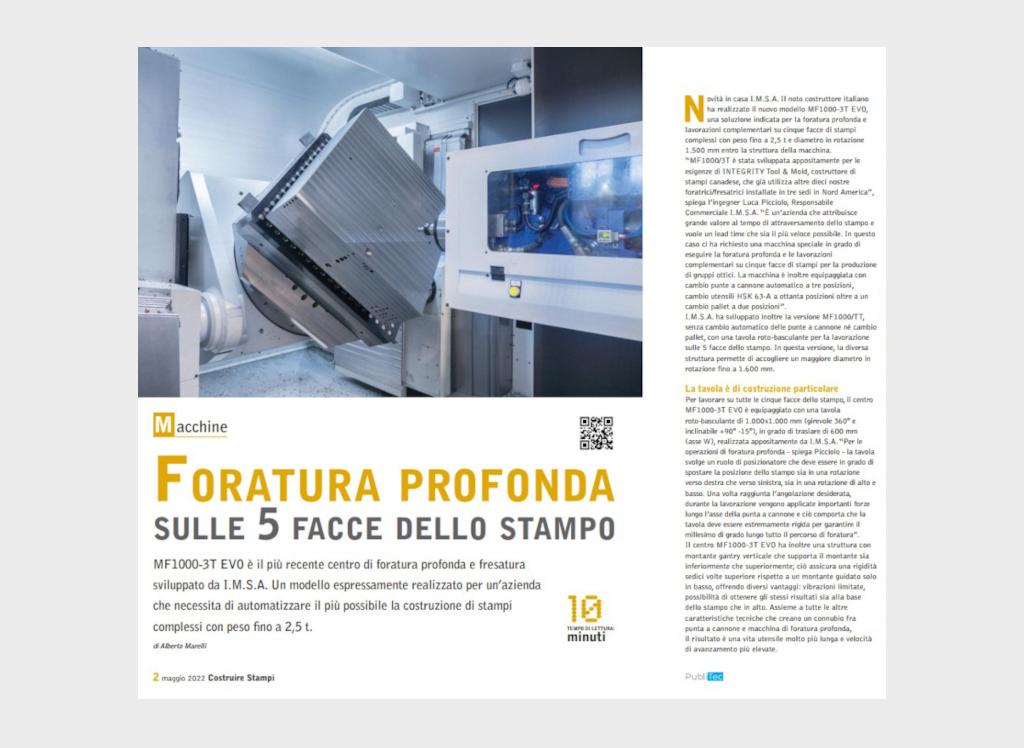
Resulting from the manufacturer’s extensive experience in deep drilling and milling, the new MF1000/2C inherits from previous models not only the rigidity of the single-piece structure, obtained with the vertical gantry column, but also high grade components, as well as the elimination of the need to prepare ground foundations for its installation.
«It is the dual-spindle configuration, now also offered in our smallest and most compact size machine, that makes the difference and adds high value, as it brings about many practical advantages” – emphasized Luca Picciolo, Engineer and Sales Manager. “Starting with the fact that it is a compact but truly ‘multi-tasking’ machine, i.e. capable of deep drilling and milling components perfectly. We dedicated as many exclusive units to these two distinct operations, which have been mechanically optimised to perform that type of fixed-target machining in the best possible manner, without any technological compromise.»
Deep drilling and milling units have been not only optimized, but largely standardized, as this type of dual-spindle configuration has been established on larger IMSA machines for decades.
FROM DEEP DRILLING TO THREADING AND MILLING, UNATTENDED
«The features that differentiate the two machines, the single-spindle and the dual-spindle configurations, are qualitative and quantitative peculiarities” – engineer Mr. Picciolo said. “While the former MF1000C configuration uses an IMSA-exclusive ‘swing-on-top’ system that takes about 90 seconds to switch from one configuration to the other, then new configuration takes just a few seconds, as it is a software-only conversion.»
Actually, the big difference lies not so much in the seconds save, but in other far more significant induced benefits. In this respect, for example, the conversion between thread milling and deep drilling is fully automated and does not require any intervention from the operator, thus also facilitating and ensuring the possibility to perform unattended processes safely.
«Another added value – adds Mr. Picciolo – concerns the type of mounting adopted for the milling spindle, which is the classic flange mode, rigidly clamped on the ram. In the single-spindle version, the milling head necessarily needs to be moved along the entire ram by a recirculating ball screw and held in position by it – a movement and an operation that cannot ensure the same stiffness of the fixed flange mount selected for the new MF1000/2C.»
This means having high performance available. But the new machine also differs in some minor, but no less important aspects.
«I am referring, for example, – continues Mr. Picciolo – compared to the previous model, to the improvement obtained in the oil and lubrication management part, as it is no longer carried out with a variable displacement pump, but with a closed loop control. Pressure control with a tolerance of +/- 1 bar contributes to consolidating this advantage in a better hole surface quality, a more efficient chip removal, and even a lower oil consumption. This system becomes even more efficient when it comes to cross-hole drilling».

A WINNING MIX AS TO QUANTITY AND QUALITY
Designed to process moulds and blocks of up to 2 or 4 tons, the new MF1000/2C drilling machine can perform straight, inclined or double-tilt drilling depending on the selected table: the standard 1,000×1,200 mm fixed table has a load capacity of up to 4 tons; the 800×900 mm 360° continuous rotation table has the same load capacity of up to 4 tons; the 360° continuous roto-tilting table with a -25° … – 20° continuous tilt measures 800×800 mm and has a load capacity of up to 2 tons.
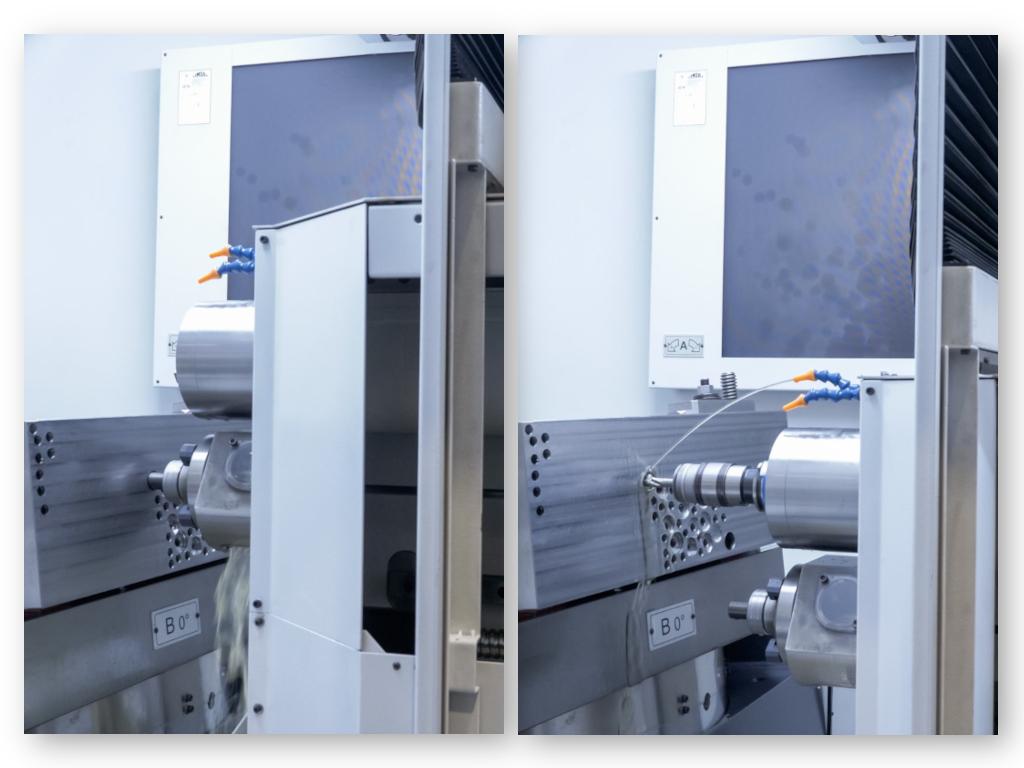
In detail, 2 steady rests support the gun drill in the deep drilling spindle, so that L120 x D up to 1,000 mm can be drilled with double electronic control of drilling parameters and optimum diameters in the range 4-25 mm from solid and up to 32 mm in counterboring can be obtained.
The 13 kW / 6000 rpm ISO 40 milling spindle with 115 Nm and 50 bar internal oil supply (and also air as an option) performs all the hole preparation and completion operations (blading, widening, threading, drilling with helical drills, light roughing, etc.) independently and exclusively.
This objective performance can fully meet not only the requirements of mould makers, but also those of related sectors, taking into account the possibility of being able to perfectly process even special materials, including: stainless steels, materials with a high nickel content (and in any case materials that are also becoming more and more commonplace in the world of mould makers, such as 2738HH and 1.2085 hot mould steels). The new machine proves to be a viable solution even with high-alloyed and/or hardened materials.
«Most often, for the machining of die-casting moulds, many customers ask for the possibility of drilling on the hardened component – adds Mr. Picciolo. It is therefore clear that the gantry structure – a very rigid one, as well as the presence of the dual-spindle, controlled pressures, etc., prove to be a winning mix for quantitative and qualitative results.
Not forgetting temperature control. To this end, IMSA integrated an additional fluid cooling circuit for the spindles into the MF1000/2C, in addition to the classic oil cooling system, to provide the machine with a sort of air-conditioning effect in the internal machining area.

WHEN DETAILS MAKE THE DIFFERENCE
In its configuration and by virtue of the technical features described above, the new deep drilling machine can be ideally used in even broader operating areas than the previous single-spindle version. A performance-focused deep drilling centre for this type of focus machining can appreciate the effects of the dedicated spindle, with optimized mechanics to drill holes even in the harshest conditions, but also with the possibility of always being able to carry out completion work with great efficiency and effectiveness. Those who are looking for maximum flexibility can have two separate, optimized spindles on a compact machine for both deep drilling and milling.
«To ensure the maximum efficiency and usability – said Mr. Picciolo – the new MF1000/2C was also fitted with a new type of sliding protection both on the side of the column, and above and below the head, a design that will also be progressively adopted on all new models being developed by IMSA over time. In essence, this is the protective covering with sliding aluminium panels to seal off the processing area. This feature allows the machining heads to be adequately protected from chips, while simultaneously ensuring maximum visibility for the operator should he need to inspect or directly view the progress of the process».
Last but not least, improvements to the new machine include the capacity of the tool warehouse, which has in fact been doubled (from 5 to 10 ISO40 tools), and the new chip evacuation system, which now has an auger system and no longer a classic conveyor.
«The auger system – concludes Mr. Picciolo – provides an almost chip-packing and semi-oil removal effect. Compared to the classic conveyor, we obtained significant oil savings».
The main strengths of the MF1000/2C drilling machine by IMSA
-
- Dual-spindle configuration
- Unattended drilling/milling conversion in a matter of seconds
- Single-piece vertical gantry structure
- High grade components
- Floor installation without foundations