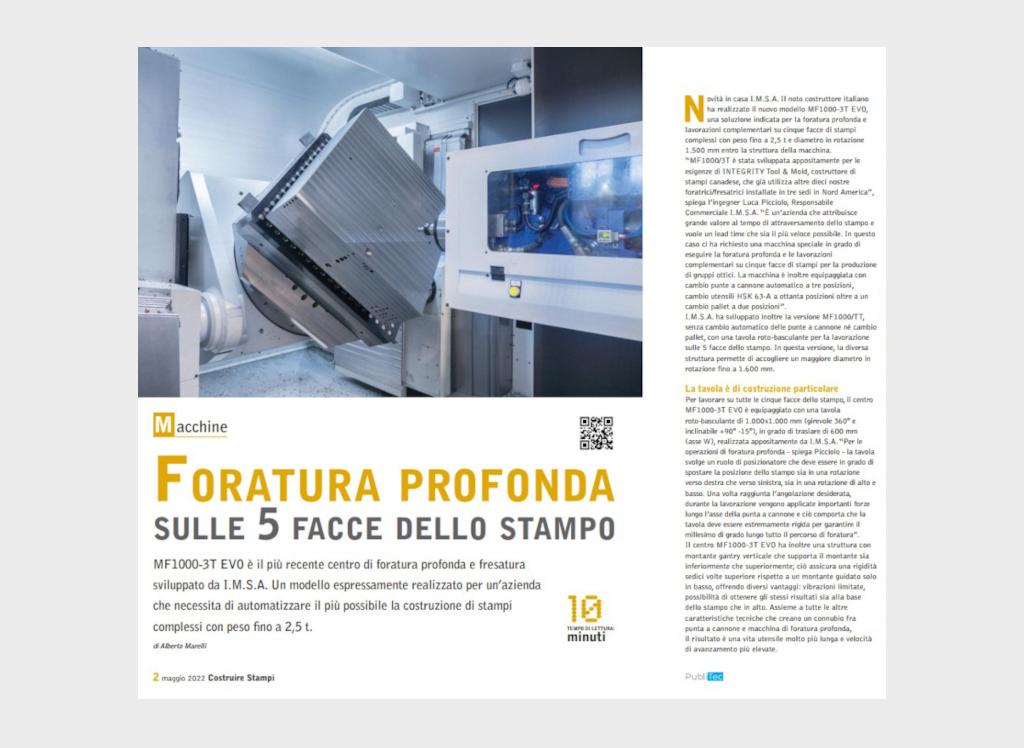
MF1000-3T EVO is the latest deep hole drilling and milling center developed by I.M.S.A. A model expressly made for a company that needs to automate as much as possible the construction of complex molds weighing up to 2.5 t.
Translation of the article published in the Italian technical magazine “COSTRUIRE STAMPI“ (moldmaking) – May 2022
What’s new at I.M.S.A.? The well-known Italian manufacturer has produced the new MF1000-3T EVO model, a solution suitable for deep hole drilling and complementary machining on the five faces of complex molds weighing up to 2.5 t and with a rotational diameter 1,500 mm within the machine structure.
“MF1000-3T EVO was developed specifically for the needs of INTEGRITY Tool & Mold, a Canadian mold manufacturer that already uses ten more of our drilling/milling machines installed in three locations in North America”, explains I.M.S.A. Sales Manager, Engineer Luca Picciolo. “It’s a company that places a high value on mold lead time, which has to be as fast as possible. In this case, it asked us for a special machine capable of deep hole drilling and complementary machining on the five faces of molds for the production of optical assemblies. The machine is also equipped with three-position automatic gun drill changer, eighty-position HSK 63-A tool changer, as well as a two-position pallet changer”.
I.M.S.A. also developed the MF1100/TT version, without automatic gun drill change or pallet change, with a turn-tilt table for machining on the 5 faces of the mold. In this version, the different structure allows it to accommodate a larger rotational diameter of up to 1600 mm.

A SPECIAL CONSTRUCTION TABLE
In order to work on all five faces of the mold, the MF1000-3T EVO center is equipped with a 1,000×1,000 mm turn-tilt table (360° turning and -90° +15° tilting), capable of 600 mm translation (W axis), specially made by I.M.S.A.
“For deep hole drilling operations”, explains Picciolo, “the table plays a role as a positioner that must be able to move the position of the mold in either a left- or right-hand up-and-down rotation. Once the desired angle is reached, significant forces are applied along the axis of the gun drill during machining, which means that the table must be extremely rigid to ensure the thousandth of a degree along the entire drilling path”.
The MF1000-3T EVO center also has a vertical gantry structure that supports the column both at the bottom and at the top; this provides sixteen times more stiffness than a column driven only at the bottom, offering several advantages: limited vibration, ability to achieve the same results at the bottom of the mold as at the top. Together with all the other technical characteristics that create a combination of a gun drill and a deep hole drilling machine, the result is a much longer tool life and higher feed rates.

MINIMIZING DOWNTIME AS MUCH AS POSSIBLE
“The layout of the machine is very simple and uncluttered: centrally, we find the table with the automatic workpiece loading/unloading area in front, on the right side the three-position gun drill changing system while on the left side the eighty-position HSK 63-A tool changing system. Both the pallet changer, the gun drill changer and the milling tool changer are specially arranged in separate areas sheltered from the machine’s working area. Thanks to this arrangement, the operator is able to perform the various workpiece positioning operations on the pallet changer and drill/tool maintenance without interrupting the ongoing production process”, Picciolo says.
The MF1000-3T EVO center is expressly suitable for inclusion within an FMS, an entire production line that sees not only deep hole drilling but also milling centers, washing stations, and so on.
“Our goal was to minimize operator-caused downtime as much as possible (drill maintenance, workpiece loading/unloading, …). The division of the machine’s areas, from the point of view of guards and safeties, allows working in great autonomy”, Picciolo points out.
The two-position pallet changing system was built entirely by I.M.S.A. “Although pallet changing systems were available on the market, we preferred to make it in-house”, says Picciolo. “In this way we can more effectively manage both custom-tailored solutions and machine service”.
The pallet changing system is of simple and robust construction. “The processing time of a mold on a machine of this type easily takes hours, and our INTEGRITY customer felt that the ability to safely load the next mold while the machine continues to work was essential”, Picciolo says.

DEEP HOLE DRILLING AND MILLING
In terms of deep hole drilling capabilities, the machine drills with gun drills diameters from 4 to 32 mm, with depths up to 1,000 mm. The spindle motor is a Siemens 29.0 kW (in S1), 6000 rpm, with liquid cooling and permanent grease lubrication.
MF1000-3T EVO is available both for operation with whole oil and emulsified water, so that the user, when ordering, can choose the most suitable solution according to his or her needs.
The gun drill changer replaces 3 deep hole drilling units (complete with chip box and steady rests) in total autonomy.
“We have been introducing the gun drill change since 2009”, Picciolo explains, “however, revolutionizing our system in 2014, so that the change is done, now, by inserting the gun drill unit from the front of the ram, a concept that completely isolates the unit from dirt and chips, making the assembly much more reliable than versions that change the drill unit sideways”.
Inductive technology measuring systems have been chosen on all axes, which guarantee positioning accuracy even in the typical deep hole drilling environment that has oil or oil emulsion even in vaporized mist.
“As for milling capabilities”, Picciolo continues, “consider these figures: power 29.0 kW, 6,000 rpm, 200 Nm torque in S1, and 400 cm3/min removal capacity”.
Useful additions to the machine’s autonomous machining are automatic presetting of both gun drills and HSK-63-A tools.
In addition, for the first time in this project, thermal safety probes have been added to the electro-spindle, in order to prevent electro-spindle damage if machining is too heavy compared to its characteristics.

INTERCONNECTION AND AUTONOMY
In designing the MF1000-3T EVO, I.M.S.A. paid special attention to the usability and interconnection of the machine.
“Notoriously, inside a deep hole drilling machine there are chips and oil. For this reason, our designers have devised solutions to make the operator work in maximum safety, while allowing him/her to see what is happening in the machine through the installation of cameras in strategic positions. The operator can view the images on a monitor in the control panel; the same images can also be viewed remotely, a possibility particularly appreciated during the hours when the machine is working autonomously”.
“The combination of access inside the machine PLC with the cameras also facilitates any service we provide to the customer”, Picciolo explains.

COMMON CHARACTERISTICS WITH I.M.S.A.’S EVO MACHINES
Although it is a special machine, the MF1000-3T EVO center still has common concepts with I.M.S.A.’s newly built drilling machines dedicated to mold makers.
The vertical gantry column structure, described earlier, is a peculiarity of this manufacturer. It provides a stiffness that allows the same performance in any vertical position.
For recent drilling machines, the numerical control is a HEIDENHAIN 600 series, equipped with specific functions for deep hole drilling developed in collaboration between I.M.S.A. and HEIDENHAIN.
Thanks to the automatic switching system between drilling and milling, the constructive alignment of the deep hole drilling unit is not compromised with assembly/disassembly operations to switch between operations. This makes it possible to drill on average six to eight times longer than drilling machines with removable chip box and steady rests.
As with other I.M.S.A. machines, special care is given to coolant management (whether oil or emulsified water for deep hole drilling). In the MF1000-3T EVO drilling machine, coolant temperature is kept constantly below 30°C by a heat exchanger; clarification is entrusted to a high-water system with 16 µm nonwoven fabric; coolant pumping is performed by two inverter pumps selected by M functions depending on the drilling diameter.