Translation of the article appeared on Italian technical magazine “STAMPI” (Molds)
GUNDRILLING AND MILLING FOR LARGE MOLDS – IMSA MF1500BB/6P
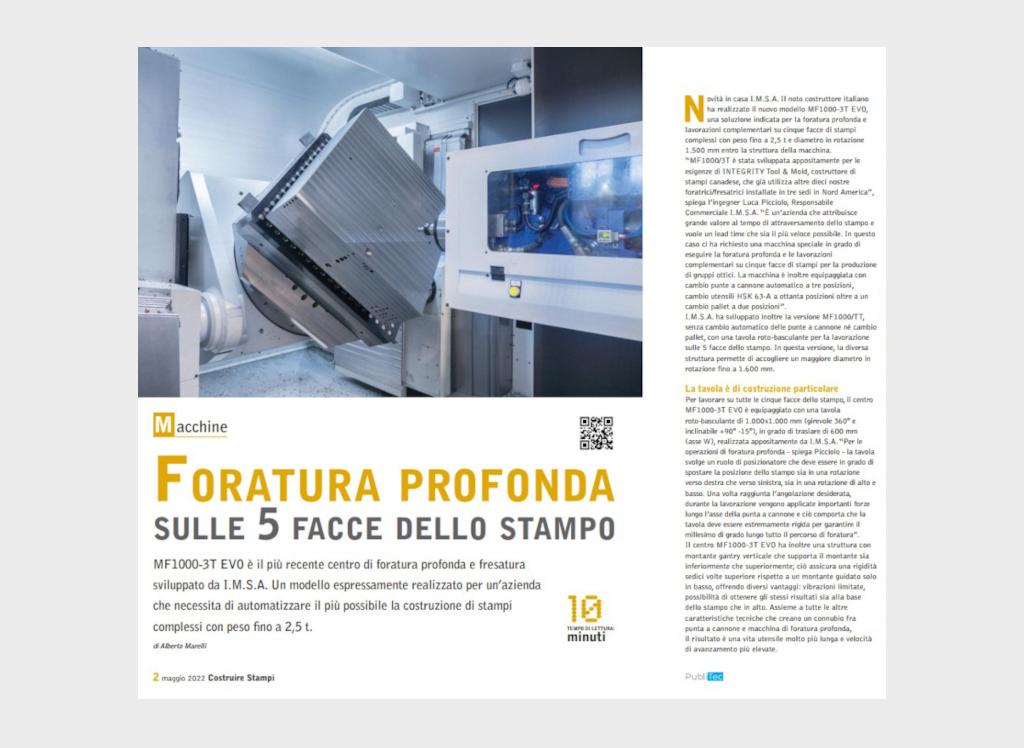
World-class automation, flexibility and safety without compromise: These are the main features of the new machine made by a well-known manufacturer in Lecco (Italy), recently purchased by a Canadian mold company for their manufacturing facility. Designed with a headstock housing two parallel units, this machine is also equipped with an innovative solution for automatically changing the entire drilling unit.
I.M.S.A. is a specialist in gundrilling solutions. Located in Barzago (LC) Italy, this company boasts extensive technical experience built up through the years by working closely with its customers (mainly mold manufacturers, drilling subcontractors and manufacturers of automotive parts). With its proven expertise, this company is a valid technology partner, in Italy and around the world, offering a range of products that includes drilling-milling systems for molds and blocks, centraline drilling machines, as well as special machinery. More specifically, for molds and blocks the range includes 3, 4 or 6 axis gundrilling solutions which are ideal for small and medium-sized molds. The range also includes CNC gundrilling and milling centers with 8-9 axes, perfect for medium and large-sized molds for plastic materials, used to create complex cooling circuits with compound angle drilling. The company offers a comprehensive range of drilling machines with counter-rotation capabilities for drilling cylindrical parts. This range can drill holes from 1 mm to 200 mm in diameter with a drilling depth of 250 to 6000 mm, and includes single spindle or multi-spindle machines, with 1 to 6 drilling heads using gundrilling or BTA/STS drilling methods.
«Among the latest machines we have designed and manufactured” says Mr. Luca Picciolo, sales manager at I.M.S.A. – is the new MF 1500 BB/6P: a horizontal solution for gundrilling and milling. This machine was recently purchased by a Canadian mold company, extremely demanding in terms of autonomy and reliability, as well as the quality of workmanship, engaged in the automotive industry».
This mold company has been using machines made by I.M.S.A. for some years now (3 gundrills with boring mill capability from the BB series); once again it decided to rely on I.M.S.A. to help them increase their productivity and meet the latest operational requirements.
AUTONOMY AND PERFORMANCE, BUT THAT’S NOT ALL
The new machine, featuring 8 axes for drilling complex cooling circuits in large molds (parts having a swing over bed of up to a 3900 mm), is equipped with an innovative automatic storage system (also designed and manufactured by I.M.S.A.) for changing 6 deep milling units.
«The headstock of this machine” adds Mr. Picciolo” just like the other machines in the BB series, houses two parallel units on independent axes. The first unit is responsible for the deep hole drilling functions. The diameter of the hole ranges between a minimum of 5 mm and maximum of 40 mm and can drill 1500 mm deep in just one cycle. The second unit is used for milling. Also on an independent parallel axis, it has an extra stroke of 500 mm for hole preparation and completion, i.e. for reaming, spotfacing, threading and other operations».
Compared to the more traditional set-ups offered by the hybrid unit market for the operations mentioned above, these two units offer unquestionable advantages and intrinsic benefits. Not only from a logical and operational perspective, but also from a functional standpoint; these units are designed and manufactured to meet specific target requirements for certain tasks. Therefore, performance is not dictated by technological compromises which usually impose constraints in terms of design.
«At our company” points out Mr. Picciolo – having two independent machining units is the norm; it’s not innovation but the state of the art: these products have been in our catalog for over a decade now».
The never-ending quest to research and develop new technology solutions has always played a fundamental role at I.M.S.A. Innovative solutions which have become the norm for mold manufacturers (starting with the exclusive autofocus system used to precisely position the steadyrests located on the side of the gundrilling slide, to the vertical gantry structure of the column, up to the innovative combination of rotary table and tilting headstock).
ENHANCED STRUCTURAL RIGIDITY FOR FASTER DRILLING
Now, let’s have a closer look at some of the technical specifications of the new MF 1500 BB/6P starting with the “gantry” type structure ( i.e. supported both at the top and bottom). It consists of normalized structural steel work, double preloaded re-circulating ball screws and CNC-controlled brushless motors, with hardened and ground double steel guides for the horizontal movement of the drilling slide (X axis).
«I.M.S.A. has been using this type of structure since 2000 on its BB series of machines. A structure” underlines Mr. Picciolo” that is 16 times more rigid than traditional structures, i.e. structures with columns supported only at the bottom.This numerical value is not just a random, approximate value, but is absolutely true and analytically obtained from the comparison of the static scheme and the related stress»
The high stiffness of the structure enables the use of the latest generation of gun drills featuring chip breaker inserts (in addition to the conventional brazed bits), resulting in higher drilling speeds. Always with an eye on ensuring the best productivity and operational flexibility, the machine is then equipped with a tilting system for machining at an angle with the horizontal plane, with stepless resolution NC control from 20° a -20° (A-axes). This makes it possible to perform compound angle machining, by combining the rotating table and tilting slide. Movement is controlled by a CNC and a perimeter measurement system, with a minimum radial resolution of 0.001°, and automatic backlash recovery.
«As far as the headstocks are concerned “continues Mr. Picciolo” the drilling unit consists of an ISO cone to block the tool, three “Imsautofocus” typesteadyrests and a frontal head drill-guide».
As already mentioned, the main innovation of the MF 1500 BB/6P is the storage system with 6 gundrill units which enables automatic replacement of the headstock without human intervention, thus ensuring maximum productivity and total safety. Each unit has a gundrill, chipbox, relative whipguides and guiding bushing. Therefore you can perform gundrilling operations with up to 6 different diameters in automatic mode.
FROM DRILLING TO MILLING IN SECONDS
The milling phase is ensured by a Iso 50 machining head positioned on the tilting headstock, next to, yet independent from, the gundrilling axes. This independent axes system, a trade mark of the Italian manufacturer since 1997, provides the means for switching from drilling to milling and vice versa in just 8 seconds and does not require human intervention.
«The milling spindle of this machine” says Mr. Picciolo” is driven by a vector motor with a silent Kevlar belt with a speed of 2500 rpm for a power of 17 kW.Still, in view of the growing demand to improve milling performance, I.M.S.A.’s technical staff is currently studying a new spindle line with liquid cooling offering a capacity of 37 kW at a speed of 4500 rpm. This new solution will be available for all drilling centers in the BB series starting in autumn 2014 ».
For the milling phase, the technical department was able to respond to the Canadian mold company’s needs by providing an ISO50 storage system for the automatic replacement of 40 milling tools, in a vertical configuration, positioned at the end of the X-axis stroke. The maximum permissible length of the tool has been set to 350 mm, with a diameter of up to 100 mm and a maximum weight of 25 kilograms for each tool.
The machine is designed for large-sized molds for plastic materials. For this reason it has a roto-traversing table made of normalized and ground ductile cast iron, measuring 2000 x 2000 mm and with a load capacity of 30,000 kg on center, with a resolution of 360,000 positions/turn, controlled by CNC and a perimeter measurement system.
«Molds,” adds Mr. Picciolo “like the ones normally made by our Canadian customer, usually require about 100-120 hours of drilling operations because of their specific nature and size. With our machine, you can plan and program processes such as gundrill or diameter changes with no downtime, i.e. they are performed while the machine is running; therefore, there is no impact on productivity and profitability».
The possibility to work in automatic mode for long periods of time means shorter lead times for making the mold; this means dramatically increasing the level of competitiveness.
«Automation” concludes Mr. Picciolo” combined with the autonomy, flexibility, safety and extreme reliability of the machine, truly enables significant added operational value. We have succeeded in meeting our customer’s requirements and needs with this new machine. We hope we will have the opportunity to do the same in Europe soon».
6 IN 1, JOB’S DONE
Designed and developed to ensure greater autonomy and flexibility, the new MF 1500 BB/6P horizontal gundrilling and milling machine made by I.M.S.A. features an automatic storage system for 6 gundrill units. Its special qualities and features ensure greater autonomy and the maximum freedom to be able to plan extremely long machining shifts, also unattended, instead of 6 separate shifts, with no need for changes, if not the normal “change tool” program (because this is the way the drilling unit is to be interpreted). The main parts of the storage system are: a 6-position unit holder rack on the back of the machine; a pick and place portal for the units with CNC vertical movement; a safety barrier around the rack area (for safety reasons, the gundrills cannot be replaced during the unit change phase); pneumatic movement for connecting/disconnecting the drilling unit; 90° hydraulic rotation of the unit being replaced (to position it on the headstock of the machine); mechanical tracer to zero the bushing and drill.