Originally published in 2009, this article documents IMSA’s pioneering introduction of the automatic gundrill tool change – a world-first innovation that remains a key feature of our current MF1300/4P EVO and MF1650/5P EVO models.
Translation of the article published in the Italian technical magazine Costruire Stampi, September 2009, Publitec publishing house.
–
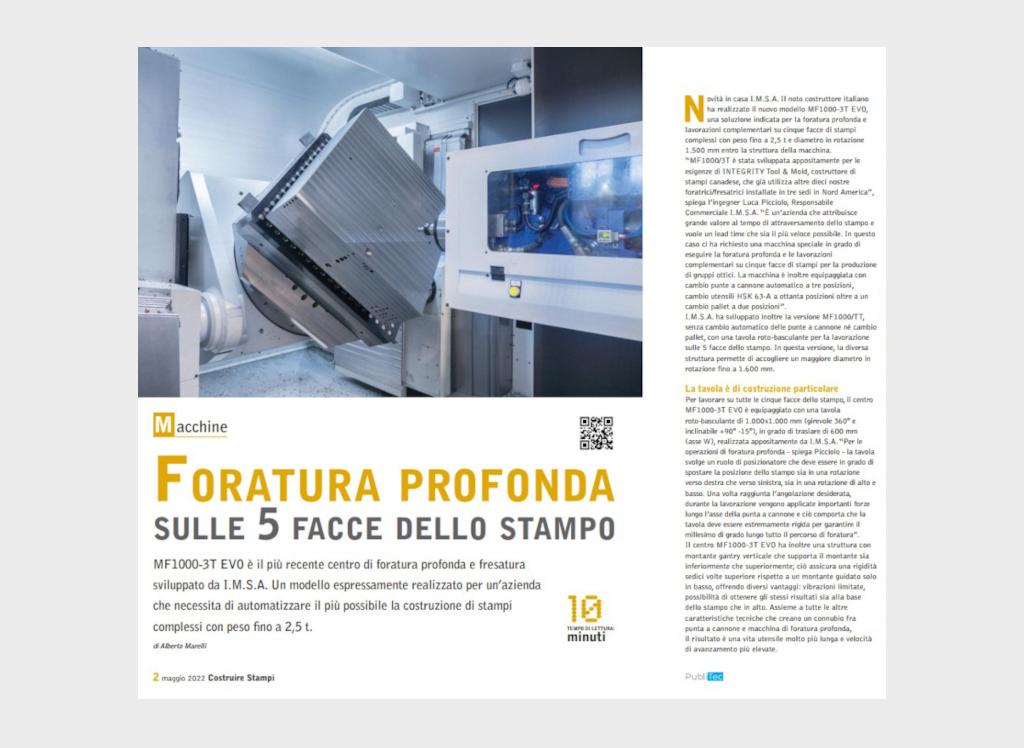
The well-known Italian manufacturer I.M.S.A. has developed the deep drilling center MF1100BBLL/6P, the latest addition to the BB series. The innovation concerns the possibility of automatically replacing the entire gundrilling unit.
New developments at I.M.S.A. with the new deep drilling and complementary machining center MF1100BBLL/6P, the latest evolution of their BB series. The distinctive feature of the MF1100BBLL/6P is that it is the first machine in the world equipped with a solution for the automatic replacement of the gun drilling unit. Previous models achieved this result by replacing only the gun drill, without replacing the chip box and guide bushing. The I.M.S.A. solution to this request is certainly the most complete, as not only the drill is replaced, but the entire unit. To draw a comparison with more well-known milling machines, it is equivalent to a head change.
CHANGING THE GUN DRILLING UNIT: A WORLD FIRST
From now on, it is possible to change the diameter of the holes that make up the circuit during machining on the gun drilling center. In this way, the machine can be programmed to perform all drilling operations until the mold is completed, with a significant reduction in lead time. This possibility is even more appreciated when it is even possible to replace the mold loaded into the machine. The MF1100BBLL/6P center is in fact equipped with two solutions from the Treviso-based FCS System for replacing the entire table and the milling tool.
The combination of gundrill tool change, workpiece change, and milling tool change thus allows for great operational autonomy and even machine setup during machining.
CAPABILITIES
 The MF1100BBLL/6P deep drilling center has a horizontal travel of 2,200 mm. The machine structure accommodates molds up to 2,900 mm in diameter, with a weight of up to 10,000 kg in rotation. Drilling capacities range from 5 to 40 mm in solid material, for a single-cycle drilling depth of 1,100 mm, with a gun drilling spindle power of 9 kW in S1. The machining unit tilts up to ±20°, allowing for compound angle drilling. Trigonometric axis compensation is calculated by CNC through dedicated I.M.S.A. functions.
The MF1100BBLL/6P deep drilling center has a horizontal travel of 2,200 mm. The machine structure accommodates molds up to 2,900 mm in diameter, with a weight of up to 10,000 kg in rotation. Drilling capacities range from 5 to 40 mm in solid material, for a single-cycle drilling depth of 1,100 mm, with a gun drilling spindle power of 9 kW in S1. The machining unit tilts up to ±20°, allowing for compound angle drilling. Trigonometric axis compensation is calculated by CNC through dedicated I.M.S.A. functions.
SWITCHING TO MILLING WITHOUT OPERATOR INTERVENTION
The dimensions of this machine allow for the handling of medium-sized molds. For these molds, where the meters of drilling may not be many, it is essential to be able to switch the machine from gun drilling to milling in a short time. The ISO 40 milling spindle, on the same ram but on an axis independent from drilling, distinguishes the I.M.S.A. BB series machines and is, in fact, their flagship feature: thanks to the independence of the spindles, users can perform series of gun drilling and milling operations automatically, without the operator needing to intervene to switch from milling to drilling and then to tapping. Although originally designed as a complementary unit to gun drilling, the milling unit of the MF1100BBLL/6P offers interesting performance: 9 kW power in S1 and 11 kW in S6, maximum rotation speed of 4,000 rpm, and available torque of 226 Nm. This unit also sees improvements in the latest model of the series: the effective Z-axis travel of the milling quill increases from 360 to 500 mm.
FLEXIBILITY OF USE AND SPECIFIC FUNCTIONS
 As an additional degree of freedom compared to previous BB models of this size, the MF1100BBLL/6P features not only automatic rotation but also a 400 mm translation of the table. This translation adds to the movement of the drilling and milling ram to reach the work area, both in straight and compound angle holes. The MF1100BBLL/6P center is managed by a Selca numerical control * (see Note) with specific functions dedicated to gun drilling and multi-axis management, such as: trigonometric coordinate switching management for inclined holes; dual electronic control of gun drill efficiency; electronic control of the guide bushing thrust force on the mold; electronic control of the gun drill entry ramp into the workpiece; management of oil flow rate and pressure.
As an additional degree of freedom compared to previous BB models of this size, the MF1100BBLL/6P features not only automatic rotation but also a 400 mm translation of the table. This translation adds to the movement of the drilling and milling ram to reach the work area, both in straight and compound angle holes. The MF1100BBLL/6P center is managed by a Selca numerical control * (see Note) with specific functions dedicated to gun drilling and multi-axis management, such as: trigonometric coordinate switching management for inclined holes; dual electronic control of gun drill efficiency; electronic control of the guide bushing thrust force on the mold; electronic control of the gun drill entry ramp into the workpiece; management of oil flow rate and pressure.
A STRUCTURE DESIGNED FOR MAXIMUM RIGIDITY
Rigidity in every position is guaranteed by the vertical gantry structure of the column and the hydraulic locking of the table. The technology of I.M.S.A. machines has evolved significantly compared to the first models, which had a mobile column configuration guided only at the bottom; such a structure can produce deflections at the top end of the column. The gantry column of all I.M.S.A. BB series machines is instead a vertical portal capable of withstanding four times better the bending moment generated on the column by the thrust of the drilling tool, achieving sixteen times greater rigidity.
ALWAYS IN STEP WITH THE NEEDS OF MOLD MAKERS
Thanks to machines that are much more rigid, more powerful, better controlled, and equipped with highly efficient cooling systems, I.M.S.A. has achieved higher feed rates, superior quality, and reduced machine setup time. This excellence is now increasingly at the service of mold makers who, thanks to the absolute innovation of the gun drill unit change, can let the machine work even more autonomously.
Notes:
- (*) Since 2011, IMSA has been equipping its machines with Heidenhain controls.
- 2025: The Gun Drill Change solution is currently available on the MF1300/4P EVO and MF1650/5P EVO Deep Drilling Centers.