WELCHE BAUTEILE MÜSSEN TIEF GEBOHRT WERDEN?
Formen für Kunststoffe, Druckguss, Thermoformen, Blasformen; Teile für die Luftfahrt, hydraulische Teile; mechanische Getriebe; Teile für den medizinischen Bereich und mehr…
Erleichterung, Kühlung und Optimierung des Wärme- und Verformungsgradienten in diesen Teilen sind Ziele, die zunehmend durch Bohren erreicht werden.
INHALTSÜBERSICHT:
Was heißt Tiefbohren?
Spiralbohrer
Einlippenbohrer („Gundrill“)
BTA/STS-Werkzeuge
Warum eine bestimmte Tiefbohrmaschine?
Bohrmaschinen, die mit Einlippenbohrern arbeiten
Bohrmaschinen mit BTA/STS Verfahren
Lösungen für das Tiefbohren von Formen
Lösungen zum Bohren axialer Tieflöcher in zylindrischen Teilen

WAS HEISST TIEFBOHREN?
Eine Bohrung gilt als Tiefbohrung, wenn die Länge der Bohrung mindestens das 10-fache des Werkzeugdurchmessers übersteigt, bis hin zu Längen von 150-mal dem Durchmesser und mehr, je nachdem wie das Werkzeug durch die Maschine geführt wird.
Diese Palette ist so umfangreich, dass sie verschiedene Systeme und Werkzeuge umfasst:
- Spiralbohrer
- Einlippenbohrer
- BTA-Werkzeuge
SPIRALBOHRER
Heute gibt es nicht nur die traditionellen verdrehten Bohrer aus Stahl, sondern auch Mikrokorn-Hartmetallspiralbohrer, HSS-Bohrer usw. mit unterschiedlichen und komplexen Schneidengeometrien, mit oder ohne innere Kühlschmiermittelführung.
Diese Werkzeuge haben auch sehr unterschiedliche Eigenschaften, die im Allgemeinen Bohrungsverhältnisse wie 12:1, 20:1 (Länge: Durchmesser), aber auch höhere Verhältnisse wie 30:1 umfassen.
Ihre Hersteller werden Sie am besten beraten können.
EINLIPPENBOHRER („GUN DRILL“)
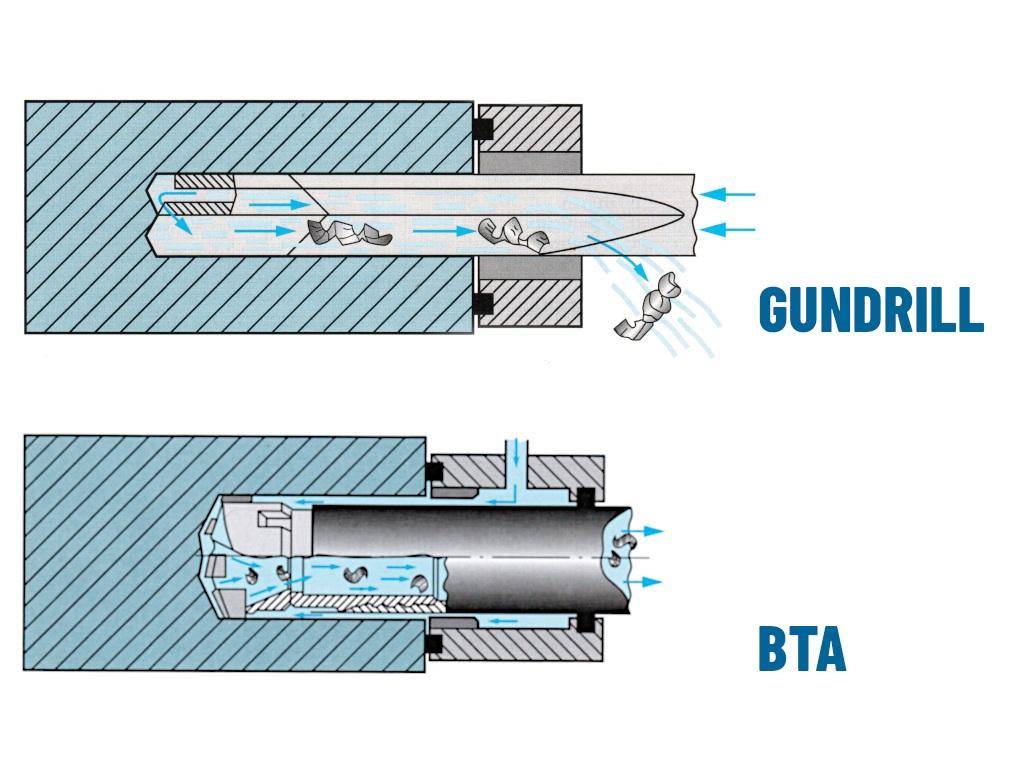
Eine charakteristische Form mit einer „V“-Nut über die gesamte Länge kennzeichnet den Einlippenbohrer (auf Englisch „Gun Drill“), der mit einem oder mehreren zentralen Löchern ausgestattet ist, die Hochdruck-Kühlschmiermittel zur Schneide leiten.
Die Geometrie der Spitze hat eine unsymmetrische Form, die durch Rotation um die eigene Achse funktioniert: es handelt sich um ein einschneidiges, nicht selbstzentrierendes Werkzeug, das unbedingt eine Vorbohrung oder Führungsbuchse benötigt. Danach führt sich das Werkzeug selbst, indem es die Kraft auf seine Gleitschuhe an seinem Umfangsprofil ableitet.
Die Kühlschmierflüssigkeit ist entweder Vollöl speziell für Tiefbohrungen oder emulgiertes Wasser, ebenfalls speziell für Tiefbohrungen. Das Kühlschmiermittel wird zusammen mit den Bearbeitungsspänen entlang der „V“-Nut des Bohrers entfernt.
Das Nachschleifen des Einlippenbohrers mit hartgelöteter Spitze ist ein einfacher Vorgang, der unabhängig alle 40-80 m durchgeführt werden kann. Angesichts der großen Anzahl möglicher Nachschleifungen kann ein Einlippenbohrer während seiner Lebensdauer mehr als 1.200 m bohren.
Auf dem Markt sind sowohl einschneidige Einlippenbohrer und hartgelöteter Spitze (traditionell) als auch Einlippenbohrer mit Einsätzen erhältlich: diese beiden Typen werden üblicherweise auf IMSA-Bohrmaschinen verwendet. Die Hersteller bieten auch verschiedene Typen für bestimmte technische Anwendungen an, zu denen sie Sie am besten beraten können.
Die Einlippenbohrer müssen alle 40 Mal ihres Durchmessers ordnungsgemäß abgestützt werden. Auf einer unserer klassischen Bohrmaschinen bis 1.000 mm, die mit zwei Lünetten für den Einlippenbohrer ausgestattet ist, werden zum Beispiel Löcher mit einer Länge von 120:1 im Verhältnis zum Durchmesser gebohrt.
BTA/STS-WERKZEUGE
BTA/STS-Werkzeuge bestehen aus einem Bohrkopf, der auf ein Rohr aufgeschraubt ist, und sind speziell für den Einsatz auf Tiefbohrmaschinen konzipiert. Die Ölzufuhr zu den Schneiden erfolgt über eine Zuleitung, die die kreisförmige Krone versorgt, die zwischen der Oberfläche des Lochs und der Außenfläche des Rohrs, auf das der Bohrkopf geschraubt ist, entsteht. Späne und Kühlmittel werden durch das Rohr abgeleitet.
Die große Oberfläche, die für den Öldurchgang zur Verfügung steht, fördert eine optimale Schmierung und Kühlung, während der Durchgangsspielraum für den Wiedereintritt auf die Innenfläche des Rohrs beschränkt ist. Dies schränkt den Einsatz dieser Technologie auf das Bohren von Materialien mit guter Bearbeitbarkeit und einem ausreichend großen Durchmesser ein.
Eine Führungsbuchse lenkt das BTA-Werkzeug zum Bohrbeginn. Danach führt sich das Werkzeug selbst, indem es die Kraft auf seine Gleitschuhe an seinem Umfangsprofil ableitet.
Die Kühlschmierflüssigkeit ist entweder Vollöl speziell für Tiefbohrungen oder emulgiertes Wasser, ebenfalls speziell für Tiefbohrungen. Bei diesem speziellen Werkzeug ist der Durchgang des Kühlschmiermittels durch hohe Durchflussraten bei viel niedrigeren Drücken als beim Einlippenbohrverfahren gekennzeichnet.
Da die Späne durch das Innere des Werkzeugrohrs abgeführt werden, ist es von größter Wichtigkeit, dass der Bohrkopf eine optimale Spanbrecherleistung erbringt. Auf dem Markt sind hartgelötete BTA-Köpfe mit einem oder mehreren Einsätzen erhältlich. Die Hersteller bieten auch verschiedene Typen für bestimmte technische Anwendungen an, zu denen sie Sie am besten beraten können.
Das Bohrrohr muss gemäß den Anweisungen des Werkzeugherstellers mit geeigneten Schwingungsdämpfern unterstützt werden.
Das Tiefbohren erfordert eine gute Kombination von Maschine und Werkzeug, insbesondere in Bezug auf die Vibrationsfreiheit und das Kühlschmiersystem: alle IMSA-Tiefbohrmaschinen mit BTA-Verfahren werden ausgehend von diesem Konzept entwickelt.
WARUM EINE BESTIMMTE TIEFBOHRMASCHINE?
Die Verwendung eines Einlippenbohrers auf einer nicht zweckgebundenen Werkzeugmaschine wie einer Drehbank, einem Bearbeitungszentrum oder einer Fräsmaschine erfordert zwangsläufig die Herstellung einer Vorbohrung, die Sie mit einem kurzen Spiralbohrer vornehmen.
Danach werden Sie einen ersten kurzen Einlippenbohrer verwenden.
Wenn dann die Tiefe des zu bohrenden Lochs größer ist als der vom Einlippenbohrer tolerierte Überstand, müssen Sie in mehreren Schritten vorgehen, indem Sie einen immer längeren Bohrer verwenden, den Sie von Hand in das Loch einführen.
Dies ist natürlich ein langsames und nicht automatisiertes Verfahren, das nur bei gelegentlicher Bearbeitung zu empfehlen ist.
Die besten Ergebnisse beim Tiefbohren hängen mit der Führung des Werkzeugs zusammen, damit es sich nicht verbiegt, und mit der ausreichenden Zufuhr von Kühlschmiermittel, um die Wärme abzuführen und die Späne aus dem Loch zu drücken.
Technologische Parameter wie Vorschub, Geschwindigkeit, Druck und Durchflussmenge sind für die Spankontrolle bei diesem Bearbeitungsvorgang entscheidend.
Warum ist das Bohren mit einer bestimmten Tiefbohrmaschine anders? Eine Bohrmaschine ist so konzipiert, dass sie alles enthält, was den optimalen Einsatz des Einlippenbohrers oder des BTA-Bohrers gewährleistet.
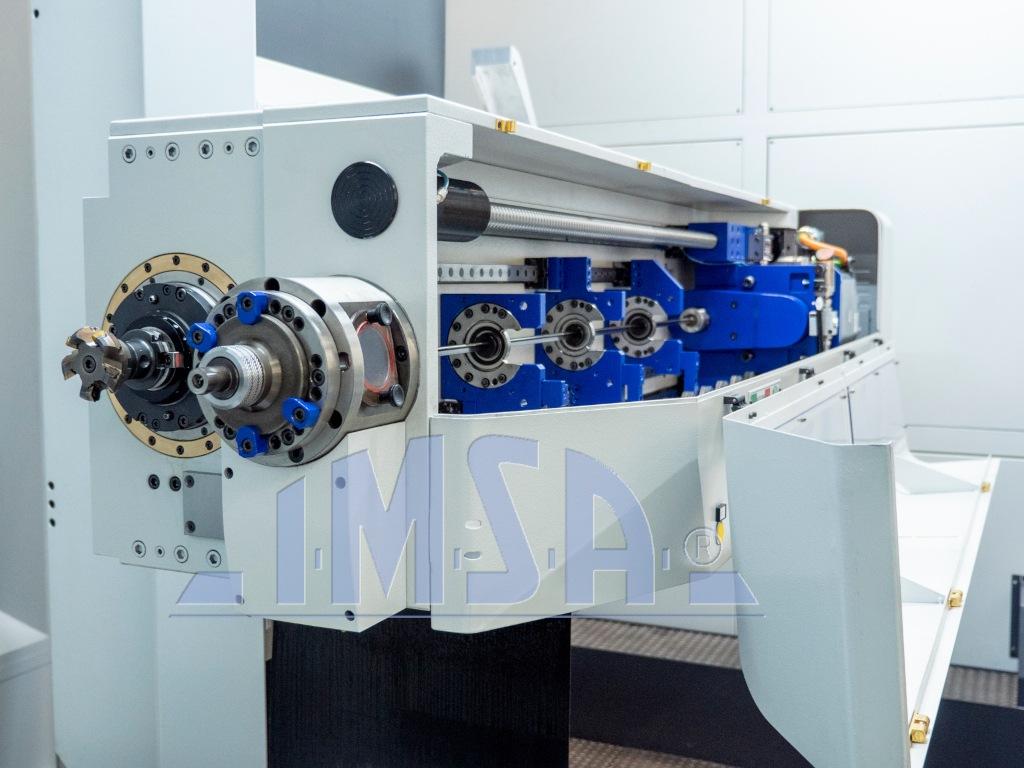
Die Bearbeitungseinheit der Bohrmaschine umfasst:
- eine Spindel mit optimaler Leistung und Drehzahl für die jeweilige Anwendung;
- bewegliche Lünetten, die bei IMSA-Maschinen selbsttrennend sind, für eine optimale Abstützung des Einlippenbohrers oder des BTA-Bohrrohrs;
- einen feststehenden Kopf (auch als Spänekasten bezeichnet), an dessen Vorderseite sich eine Führungsbuchse befindet, die das „Visier“ für den Bohrer darstellt, durch die Kühlmittel und Späne, die aus der Bohrung austreten, auf das darunter liegende Förderband fallen.
Der Kühlschmierkreislauf der Bohrmaschine umfasst:
- Pumpen zur Förderung von Öl oder emulgiertem Wasser mit den für die jeweilige Anwendung geeigneten Drücken und Fördermengen;
- Späneförderer zum Auffangen und Trennen der aus den Bohrungen austretenden Späne und Kühlmittel;
- Kühlmittelauffangbehälter;
- mehrstufiges Filtersystem für eine effektive 25-Mikron-Filterung;
- Kühlaggregat, das parallel arbeitet, um die beste Betriebstemperatur des sauberen Öls zu gewährleisten.
Auf einem IMSA-Bohr- und Fräszentrum können Sie auf der Tiefbohreinheit weiterhin mit Einlippenbohrern mit maximaler Länge bohren und andere, kürzere Bohrer unterschiedlicher Länge (HSS mit/ohne innere Kühlmitteldurchführung, relativ kurze Einlippenbohrer für den Einsatz als Ausleger usw.) in den ISO40/ISO50-Werkzeugwechsler einlegen, die Sie auf der automatisch geschalteten Hilfsspindel einsetzen werden.
BOHRMASCHINEN, DIE MIT EINLIPPENBOHRERN ARBEITEN
Wie wir gesehen haben, werden bei der „Gun Drill“-Methode Einlippenbohrer mit einer Innenschmierung aus Öl oder emulgiertem Wasser speziell für Tiefbohrungen verwendet, die mit hohem Druck zur Schneide gebracht werden.
Späne und Kühlmittel werden entlang der äußeren Nut des Werkzeugs abgeführt. Nach der Filterung und Abkühlung wird das Kühlmittel wieder unter Hochdruck gesetzt und für die Bearbeitung wiederverwendet.
Die Bandbreite an Längen und Durchmessern, die von unseren Blockbohrmaschinen abgedeckt wird, hängt vom jeweiligen Modell ab:
- von Bohrdurchmessern 4-18 mm für Tiefen bis zu max. 800 mm;
- bis zu Tiefbohrzentren für Formen bis 45 t, Bohrerdurchmesser aus dem Vollen 5-50 mm für Tiefen bis 2500 mm.
Die Bandbreite unserer Rundbohrmaschinen mit Einlippenbohrverfahren reicht, je nach Modell:
- von Bohrdurchmessern 1,5-6 mm für Tiefen bis zu max. 750 mm;
- bis Bohrdurchmesser von 8-43 mm für Tiefen von 1500 mm.
Die Lösungen von IMSA für den Einsatz des Einlippenbohrers ermöglichen durchschnittliche Vorschubgeschwindigkeiten von 80-120 mm/min (bei Einsatzstahl), was erklärt, dass das Bohren mit Tiefbohrmaschinen sehr viel effizienter und wirtschaftlicher ist als das Bohren mit nicht dafür vorgesehenen Maschinen.
IMSA verwendet auf seinen Maschinen sowohl Einlippenbohrer mit hartgelöteten (traditionellen) Spitzen als auch Bohrer der neuen Generation mit austauschbaren Spanbrechereinsätzen. Die überragende Kraft und Starrheit ermöglichen Bohrvorschübe, die bis zu 50-70% höher sind als bei den hartgelöteten Pendants.

BOHRMASCHINEN MIT BTA/STS-VERFAHREN
Dieses Bohrverfahren wird von den verschiedenen Werkzeugherstellern als BTA oder STS bezeichnet.
Wie wir gesehen haben, sind bei diesem Verfahren der Weg des Öls und der Weg der Späne im Verhältnis zum Einlippenbohrverfahren entgegengesetzt. Eine Zuleitung bringt das Kühlmittel durch die Außenseite des Bohrrohrs zur Schneide; Späne und Öl werden angetrieben durch Druck durch das Innere des Rohrs abgeführt. Die Späne und das heiße Öl am Auslass werden getrennt; nach der Filterung und Abkühlung wird das Öl wieder unter Druck gesetzt und für die Bearbeitung wiederverwendet.
Die Palette der Längen und Durchmesser, die von unseren Bohrern für zylindrische Teile mit BTA-Werkzeugen abgedeckt werden, reicht:
- von Bohrungsdurchmessern 18-51 für eine max. Tiefe 1000 mm,
- bis zu Bohrmaschinen mit Bohrungsdurchmessern von 50-200 mm und einer maximalen Tiefe von 2000/3000 mm.
Bei guten Bearbeitbarkeit-Eigenschaften liegen die durchschnittlichen Vorschübe, die auf die Maschinen von IMSA der Serie MFTB gemessen wurden, bei 250-350 mm/min für Einsatzstahl. Aufgrund ihrer Zuverlässigkeit und ihrer Geschwindigkeits eigenschaften eignen sich diese Tiefbohrmaschinen besonders für den Einsatz in der Produktion.
Die verwendeten Werkzeuge können entweder hartgelötet (nicht nachschleifbar) oder mit austauschbaren Einsätzen versehen sein. Die Intervalle zwischen den Nachschleifungen sind je nach Material und Vorschubgeschwindigkeit sehr unterschiedlich.

LÖSUNGEN FÜR DAS TIEFBOHREN VON FORMEN
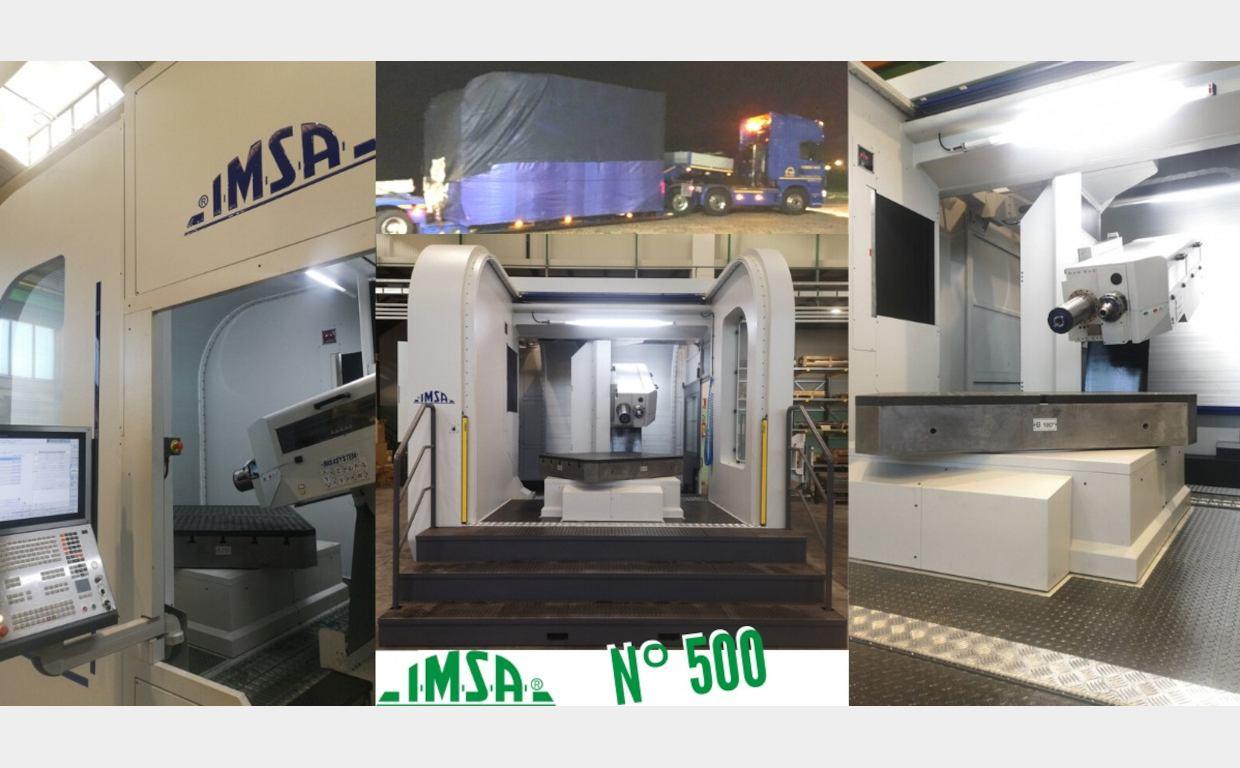
Die IMSA Baureihe Tiefbohr-Fräsmaschinen für Werkzeug- u. Formenbauer (zur Bearbeitung von Formenträgern, Formeinsätzen, Schiebern, Matrizen, Pressstempeln und Bauteilen) bietet Tiefbohrlösungen mit 3, 4 oder 6 Achsen für kleine bis mittelgroße Werkstücke an, sowie CNC-gesteuerte Tiefbohr- und Fräszentren mit 8-9 Achsen für mittelgroße bis große Formen aus Kunststoff zur Herstellung komplexer Kühlbohrungen mit doppelter Schräge.
Bei Anwendungen im Formenbau war das IMSA-Team stets bestrebt, die Prozessanforderungen in immer fortschrittlichere operative Lösungen für das Tiefbohren umzusetzen.
Eine Reihe von Vorkehrungen, die sich aus der Erfahrung und der starren Struktur unserer Maschinengestelle ergeben, ermöglichen es einer IMSA-Bohrmaschine, mit einem Einlippenbohrer 20-30 m in traditionelle Formmaterialien zu bohren, bevor die Spitze geschliffen oder ersetzt werden muss.
- Der Ständer mit senkrechter Gantry-Bauweise, der sowohl unten als auch oben abgestützt ist, ergibt eine 16-mal höhere Starrheit als die herkömmliche, nur an der Basis abgestützte Ständerstruktur;
- Bearbeitungseinheiten mit zwei getrennten Köpfen zum Tiefbohren und Fräsen schalten vollautomatisch zwischen den Operationen um, also auch im mannlosen Schichtbetrieb;
- Spezifische Funktionen für das Tiefbohren steuern die elektronische Annäherung an den Teil, lesen die Schnitt- und Schubkräfte zur Vermeidung von Bohrerbrüchen und wandeln Koordinaten für die Schrägbearbeitung um;
- Die Tische sind so konzipiert, dass sie die notwendigen Handling- und Feststellvorgänge vorhersehen, die zur Handhabung der beim Tiefbohren auftretenden Kräfte notwendig sind.
Hier sehen Sie die Datenblätter der IMSA-Block- und Formbohrmaschinen

LÖSUNGEN ZUM BOHREN AXIALER TIEFLÖCHER IN ZYLINDRISCHEN TEILEN
Zylindrische Teile aus Stahllegierungen wie mechanische Getriebe, Schmiernippel, Stangen für die Automobil- und Luftfahrtindustrie, verschiedene Wellen… werden häufig mit einem Sackloch oder einer Durchgangsbohrung gebohrt, die entlang ihrer Drehachse zentriert sind (mittiges Bohren). Sollen dagegen Löcher parallel zur Drehachse der Teile, aber nicht mittig gebohrt werden, so spricht man von außermittigem Bohren.
Für das mittige Tiefbohren zylindrischer Teile bietet IMSA eine Reihe von Bohrmaschinen an, die je nach den erforderlichen Durchmessern mit dem Einlippenbohrer- oder BTA-Verfahren arbeiten.
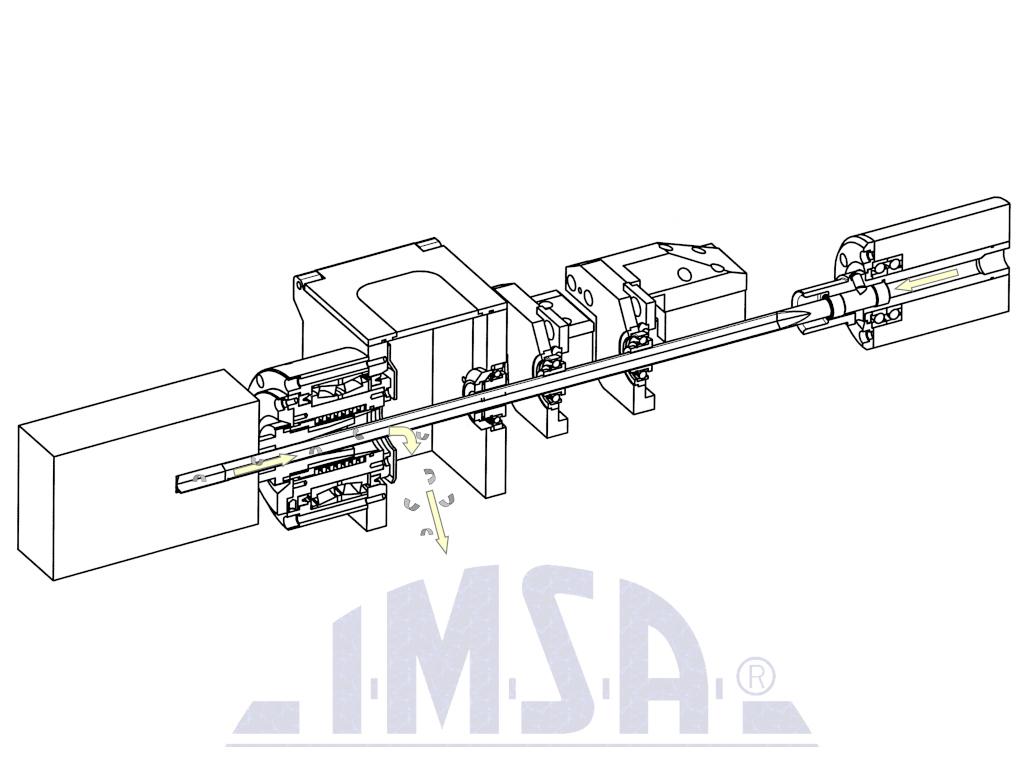
- Die „U“-förmigen Strukturen der IMSA-Bohrmaschinen vom Typ MFT und MFTB haben einen Bohrwagen in Nullhöhe. Das Ergebnis dieser Lösung ist die Aufhebung des Biegemoments, das normalerweise auf den Bohrwagen, die Lünetten und die Zuleitung einwirkt und die Biegung und Vibration der Spitze verursacht. Das Ergebnis ist eine erhebliche Starrheit;
- Es sind automatische Teilgutlader in verschiedenen Ausführungen verfügbar;
- Spezifische Funktionen für den Tiefbohrprozess lesen die Schnitt- und Schubkräfte ab, um Bohrerbrüche zu verhindern, und verwalten die Teilspanndrücke.
Sehen Sie hier die IMSA-Bohrmaschinendatenblätter zum mittigen Bohren zylindrischer Teile
© I.M.S.A. S.r.l. – 18. October 2022.