QUELLES PIÈCES NÉCESSITENT UN FORAGE PROFOND ?
Moules pour matières plastiques, moulage sous pression, thermoformage, soufflage ; pièces aéronautiques, pièces hydrauliques ; transmissions mécaniques ; pièces pour le secteur médical, et plus encore…
L’allègement, le refroidissement et l’optimisation du gradient thermique et de déformation dans ces pièces font partie des objectifs de plus en plus souvent atteints par le forage.
SOMMAIRE:
Qu’est-ce que le forage profond?
Forets hélicoïdaux
Forets 3/4 (« gun drill »)
Outils BTA/STS
Pourquoi une machine de forage profond spécifique ?
Machines de forage fonctionnant avec des forets 3/4
Machines de forage avec méthode BTA/STS
Solutions de forage profond pour moules
Solutions pour réaliser des trous de forage profonds axiaux dans des pièces cylindriques

QU’EST-CE QUE LE FORAGE PROFOND ?
Un perçage est défini comme profond lorsque sa longueur dépasse au moins 10 fois le diamètre de l’outil, jusqu’à des longueurs de 150 fois le diamètre et plus, selon la façon dont l’outil est guidé dans la machine.
Cette gamme est tellement étendue qu’elle comprend différents systèmes et outils :
- Forets hélicoïdaux
- Forets 3/4
- Outils BTA
FORETS HÉLICOÏDAUX
Aujourd’hui, on trouve non seulement les forets historiques en acier torsadé, mais également des forets hélicoïdaux en métal dur à micro-grain, des forets HSS, etc. …, avec des arêtes de coupe aux géométries différentes et complexes, avec ou sans passage interne de lubrifiant-réfrigérant.
Ces outils présentent également des caractéristiques très différentes, couvrant généralement des rapports de perçage tels que 12:1, 20:1 (longueur: diamètre) mais aussi plus élevés comme 30:1.
Leurs fabricants pourront vous conseiller au mieux.
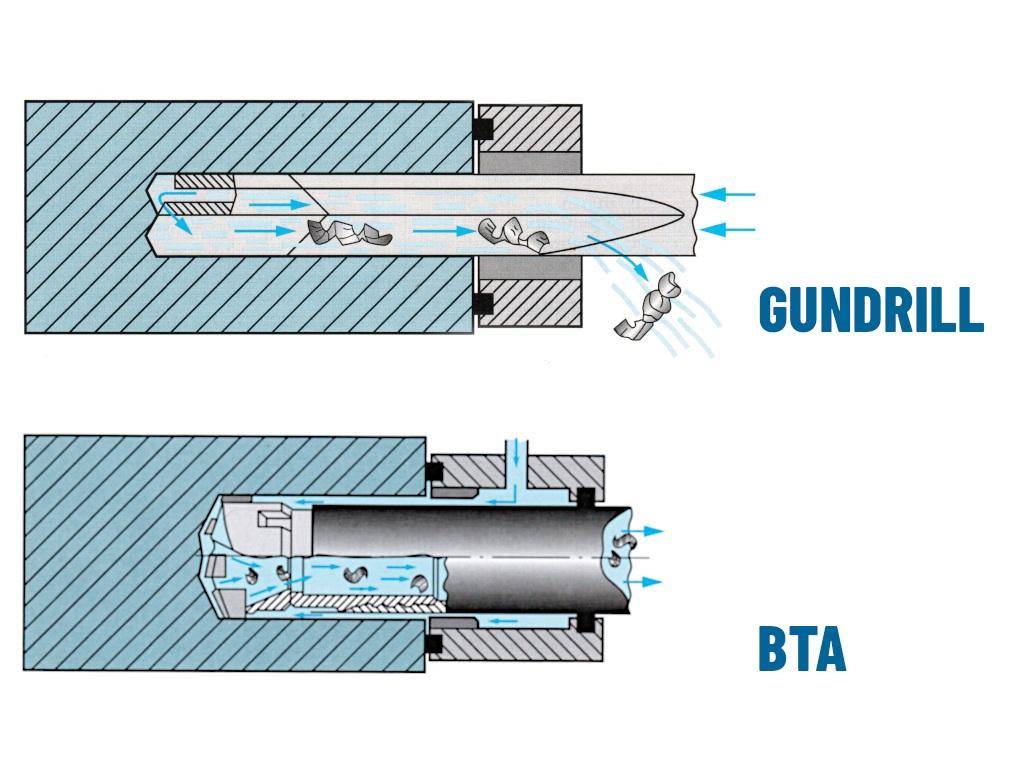
FORETS 3/4 (« GUN DRILL »)
Une forme caractéristique, avec une goujure en « V » sur toute sa longueur, distingue le foret 3/4, qui est équipé d’un ou de plusieurs trous centraux qui acheminent le liquide lubrifiant-réfrigérant à haute pression vers l’arête de coupe.
La géométrie de la tête de forage présente une forme non symétrique, qui fonctionne en tournant autour de son propre axe : c’est un outil à coupe unique, non auto-centré, qui nécessite impérativement un perçage pilote ou un canon guide-foret. Ensuite, l’outil se guide lui-même en déchargeant la force sur ses propres patins sur son profil périphérique.
Le liquide lubrifiant-réfrigérant est soit de l’huile entière spécifique au forage profond, soit de l’eau émulsionnée, également du type spécifique pour le forage profond. Le lubrifiant-réfrigérant est éliminé avec les copeaux d’usinage le long de la goujure en « V » du foret.
Le réaffûtage du foret 3/4 à pointe brasée est une opération simple qui peut être effectuée indépendamment tous les 40-80 m. Compte tenu du grand nombre de réaffûtages possibles, un foret 3/4 est capable de forer plus de 1 200 m au cours de sa vie.
Il existe sur le marché des forets 3/4 à coupe unique à pointe brasée (traditionnels), ainsi que des forets 3/4 avec des inserts : ces deux types sont généralement utilisés sur les machines de forage IMSA. Les fabricants proposent également différents types pour des applications techniques particulières, sur lesquelles ils pourront vous conseiller au mieux.
Les forets 3/4 doivent être correctement soutenus toutes les 40 fois leur diamètre. Par exemple, des trous sont forés à une longueur de 120:1 par rapport au diamètre sur l’une de nos machines de forage classiques jusqu’à 1 000 mm équipée de 2 lunettes fixes pour supporter le foret 3/4.
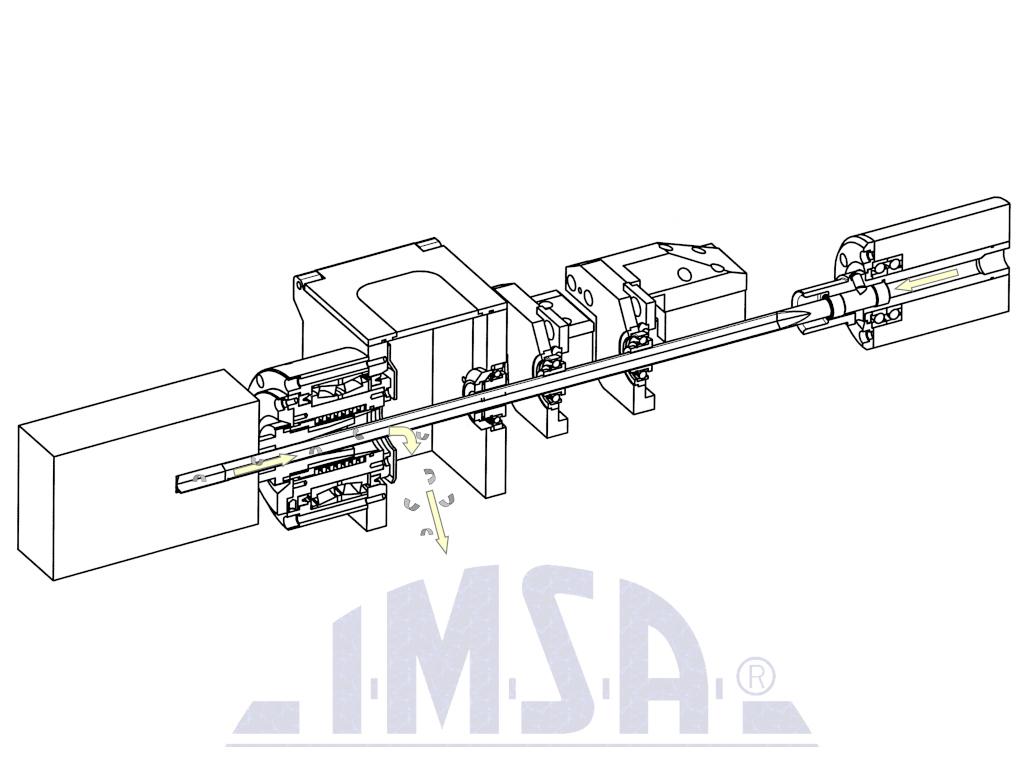
OUTILS BTA/STS
Conçus pour être utilisés sur des machines de forage profond, les outils BTA/STS se composent d’une tête de forage vissée sur un tube. L’alimentation en huile des arêtes de coupe est assurée par un adducteur qui alimente la couronne circulaire créée entre la surface du trou et la surface extérieure du tube sur lequel est vissée la tête de forage. Les copeaux et le liquide de refroidissement sont évacués en passant à l’intérieur du tube.
La grande surface disponible pour le passage de l’huile favorise une lubrification et un refroidissement optimaux, tandis que l’ouverture de passage pour la rentrée est limitée à la surface intérieure du tube. Cela limite l’utilisation de cette technologie au forage de matériaux présentant une bonne usinabilité et un diamètre suffisamment grand.
Un canon de guidage dirige l’outil BTA au début du forage. Ensuite, l’outil se guide lui-même en déchargeant la force sur ses propres patins sur son profil périphérique.
Le liquide lubrifiant-réfrigérant est soit de l’huile entière spécifique au forage profond, soit de l’eau émulsionnée, également du type spécifique pour le forage profond. Avec cet outil spécifique, le passage du liquide lubrifiant-réfrigérant est caractérisé par des débits élevés, avec des pressions beaucoup plus faibles que la méthode avec foret 3/4.
Étant donné que les copeaux sont évacués à travers l’intérieur du tube de l’outil, il est primordial que la tête de forage effectue une action brise-copeaux optimale. Des têtes BTA brasées, à insertion unique ou à insertion multiple, sont disponibles sur le marché. Les fabricants proposent également différents types pour des applications techniques particulières, sur lesquelles ils pourront vous conseiller au mieux.
Le tube de forage doit être soutenu par des amortisseurs de vibrations appropriés, conformément aux instructions des fabricants de l’outil.
Le forage profond nécessite une bonne combinaison entre la machine et l’outil, notamment en ce qui concerne la capacité d’amortissement des vibrations et le système lubrifiant-réfrigérant : toutes les machines de forage IMSA avec la méthode BTA sont développées à partir de ce concept.
POURQUOI UNE MACHINE DE FORAGE PROFOND SPÉCIFIQUE ?
L’utilisation d’un foret 3/4 sur une machine-outil non dédiée, comme une machine de tournage, un centre d’usinage ou une fraiseuse, requiert nécessairement la création d’un trou pilote, que vous réaliserez avec un foret hélicoïdal court.
Ensuite, vous utiliserez un premier foret à 3/4 court.
Ensuite, si la profondeur du perçage à effectuer est supérieure à la distance de dépassement tolérée par le foret 3/4, vous devrez procéder en plusieurs étapes, en utilisant un foret de plus en plus long, que vous insérerez manuellement dans le trou.
Il s’agit évidemment d’un processus lent et non automatisé, qui n’est recommandé que dans le cas d’un usinage occasionnel.
Les meilleurs résultats en matière de forage profond sont liés au guidage de l’outil pour empêcher sa flexion et à l’apport adéquat de lubrifiant-réfrigérant pour dissiper la chaleur et pousser les copeaux hors du trou.
Les paramètres technologiques tels que l’avancée, la vitesse, la pression et le débit sont cruciaux pour le contrôle des copeaux dans cette opération d’usinage.
Pourquoi le perçage avec une machine de forage profond spécifique est-il différent ? Une machine de forage est conceptuellement conçue pour inclure tout ce qui permet d’assurer une utilisation optimale du foret 3/4 ou du foret BTA.
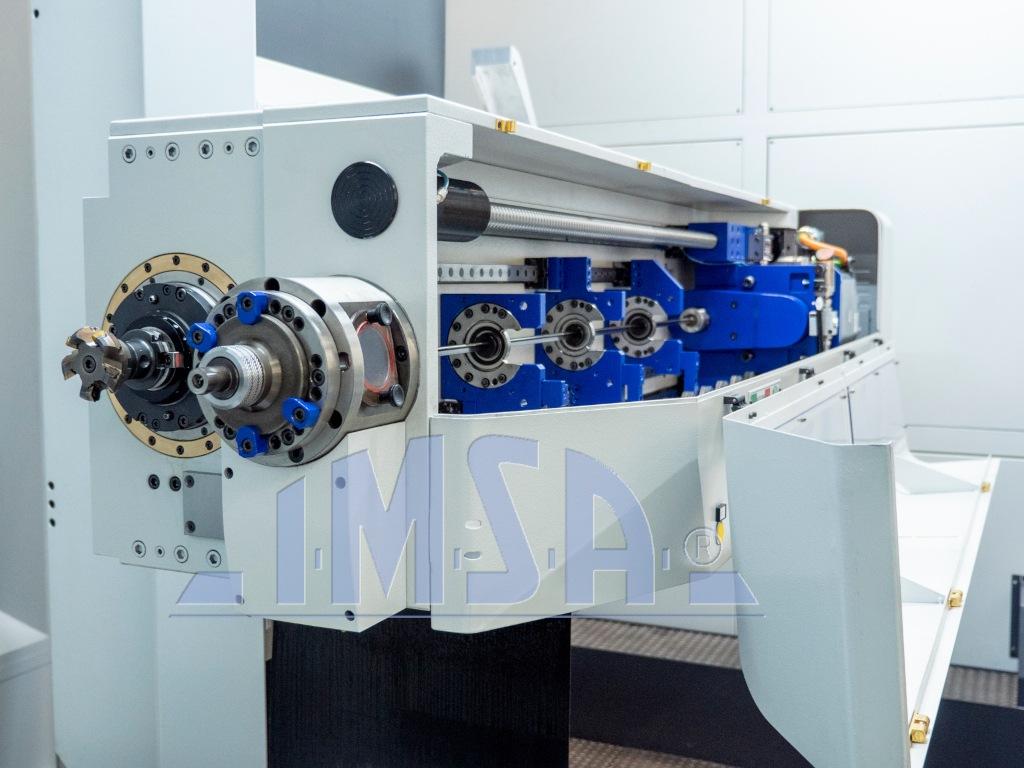
L’unité d’usinage de la machine de forage comprend :
- une broche avec une puissance et un nombre de tours optimaux pour l’application ;
- des lunettes mobiles, qui sur les machines IMSA sont auto-espacées, pour un support optimal du foret 3/4 ou du tube de forage BTA ;
- une tête fixe (également appelée boîte à copeaux) sur la partie avant où se trouve un canon de perçage qui constitue la « ligne de mire » pour le foret, et à travers laquelle le liquide de refroidissement et les copeaux sortant du trou reviennent, retombant sur le convoyeur en dessous.
Le circuit lubrifiant-réfrigérant de la machine de forage comprend :
- des pompes pour l’alimentation en huile ou en eau émulsionnée à des pressions et des débits adaptés à l’application ;
- un convoyeur de copeaux pour collecter et séparer les copeaux et le liquide de refroidissement sortant des trous ;
- un réservoir de collecte du liquide de refroidissement ;
- un système de filtration multi-niveaux, pour une filtration efficace de 25 microns ;
- une unité de réfrigération fonctionnant en parallèle afin de garantir la meilleure température de fonctionnement pour l’huile propre.
Cependant, sur un centre de forage et de fraisage IMSA, vous pouvez toujours forer avec des forets 3/4 de longueur maximale sur l’unité de forage profond, et également placer d’autres forets de longueur plus courte et de différents types dans le changeur d’outils ISO40/ISO50 (HSS avec/sans passage de liquide de refroidissement interne, forets 3/4 relativement courts pour une utilisation en porte-à-faux, etc…), que vous utiliserez sur la broche auxiliaire à commutation automatique.
MACHINES DE FORAGE FONCTIONNANT AVEC DES FORETS 3/4
Comme nous l’avons vu, la méthode du « gun drill » utilise des forets 3/4 avec une lubrification interne d’huile ou d’eau émulsifiée spécifique au forage profond, amenée à l’arête de coupe à haute pression.
Les copeaux et le liquide de refroidissement sont évacués le long de la goujure extérieure de l’outil. Après les phases de filtrage et de refroidissement, le liquide de refroidissement est remis sous haute pression et réutilisé dans l’usinage.
La gamme de longueurs et de diamètres couverte par nos machines de forage de blocs varie en fonction du modèle :
- à partir de diamètres de forage de 4 à 18 mm pour des profondeurs allant jusqu’à 800 mm ;
- à des centres de forage profond pour des moules jusqu’à 45 t, diamètres de forage de 5 à 50 mm pour des profondeurs jusqu’à 2500 mm.
La gamme de nos machines de forage pour pièces cylindriques avec méthode de foret 3/4 varie selon le modèle :
- à partir de diamètres de forage de 1,5 à 6 mm pour des profondeurs allant jusqu’à 750 mm ;
- à des diamètres de forage de 8 à 43 mm pour des profondeurs de 1500 mm.
Les solutions IMSA dans l’utilisation du foret 3/4 permettent des vitesses d’avance moyennes de 80-120 mm/min (dans l’acier de cémentation), expliquant comment le forage avec des machines de forage profond est extrêmement plus efficace et économique que le perçage profond avec des machines non dédiées.
IMSA utilise sur ses machines à la fois des forets 3/4 avec des pointes brasées (traditionnelles) et des forets de nouvelle génération avec des inserts brise-copeaux interchangeables. La puissance et la rigidité élevées permettent de développer des avances de forage jusqu’à 50-70 % supérieures à l’équivalent brasé.

MACHINES DE FORAGE AVEC MÉTHODE BTA/STS
Cette méthode de forage est appelée BTA ou STS par les différents fabricants d’outils.
Comme nous l’avons vu, avec cette méthode, les trajectoires de l’huile et des copeaux sont opposées à la méthode avec foret 3/4. Un adducteur amène le liquide de refroidissement à l’arête de coupe par l’extérieur du tube de forage ; les copeaux et l’huile sont évacués par l’intérieur du tube, sous l’effet de la pression. Les copeaux et l’huile chaude sortant sont séparés ; après filtrage et refroidissement, l’huile est remise sous pression et réutilisée dans l’usinage.
La gamme de longueurs et de diamètres couverts par nos machines de forage pour pièces cylindriques avec des outils BTA va :
- de diamètres de forage de 18-51 pour une profondeur maximale de 1000 mm
- aux machines pour diamètres de forage de 50-200 mm pour des profondeurs maximales de 2000/3000 mm.
Si les caractéristiques d’usinabilité sont bonnes, les vitesses d’avance moyennes mesurées sur les machines IMSA de la série MFTB sont de 250-350 mm/min en acier de cémentation. Leurs caractéristiques de fiabilité et de vitesse rendent ces machines de forage profond particulièrement adaptées à l’environnement de production.
Les outils utilisés peuvent être soit brasés (non réaffûtables), soit avec inserts interchangeables. L’intervalle entre les réaffûtages est très variable selon le matériau et la vitesse d’avance.

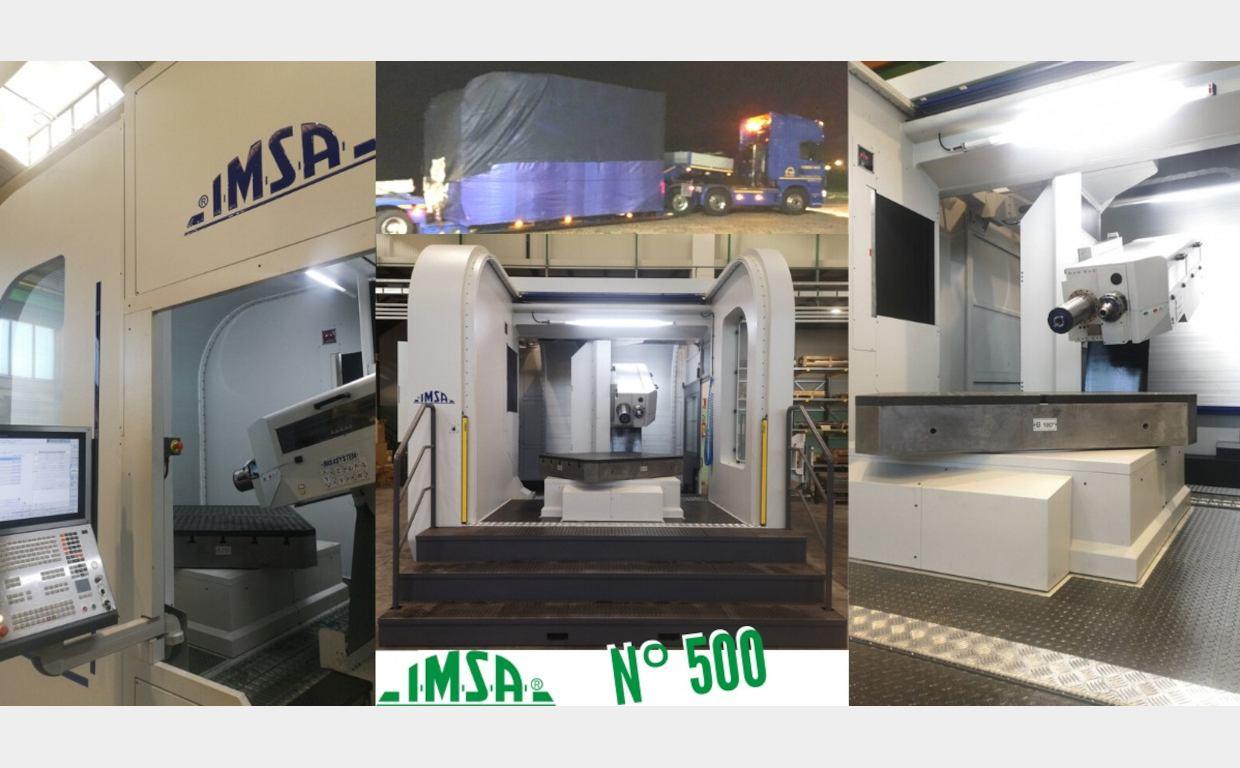
SOLUTIONS DE FORAGE PROFOND POUR MOULES
La gamme IMSA de machines foreuses pour moules (utilisées pour carcasses de moules, corps de moule noyau/empreinte, inserts et blocs forés en général) comprend des solutions de forage profond à 3, 4 ou 6 axes convenant aux petites et moyennes dimensions, ainsi que des centres de forage profond et de fraisage à 8-9 axes pour les moules de pièces en matière plastique de dimensions grandes et moyennes, pour le perçage des circuits de refroidissement complexes avec des forages à double inclinaison.
Concernant l’application de moules, l’équipe IMSA a toujours eu pour objectif de transformer les besoins du processus en solutions opérationnelles de forage profond de plus en plus avancées.
Une série de précautions issues de l’expérience, et la structure rigide de nos bâtis, permettent à une machine de forage IMSA de forer des matériaux traditionnels pour moules sur 20-30 mètres avec un foret 3/4, avant qu’il ne soit nécessaire d’affûter ou de remplacer le foret.
- La colonne à portail vertical, soutenue à la fois en bas et en haut, offre une rigidité 16 fois supérieure à celle d’une structure à colonne traditionnelle soutenue uniquement à la base ;
- Les unités d’usinage dotées de deux têtes séparées pour le forage profond et le fraisage effectuent la transition entre les opérations en mode entièrement automatique, ce qui permet également de travailler en équipes sans personnel ;
- Des fonctions spécifiques au processus de forage profond gèrent l’approche électronique de la pièce, lisent les forces de coupe et de poussée pour éviter la rupture du foret, et transforment les coordonnées pour les usinages inclinés;
- Les tables sont conceptuellement conçues pour permettre la manipulation et le blocage nécessaires pour gérer les forces impliquées dans le forage profond.
Voir ici les fiches des machines de forage IMSA pour blocs et moules

SOLUTIONS POUR RÉALISER DES TROUS DE FORAGE PROFONDS AXIAUX DANS DES PIÈCES CYLINDRIQUES
Pièces cylindriques en alliages d’acier telles que les transmissions mécaniques, les graisseurs, les tiges automobiles/aérospatiales, tubes divers,… doivent souvent être forés avec un trou borgne ou traversant centré sur leur axe de rotation (forage dans l’axe). Lorsque, par contre, les trous doivent être forés parallèlement à l’axe de rotation des pièces mais pas au centre, on parle de forage hors axe.
Pour le forage profond sur l’axe des pièces cylindriques, IMSA propose une gamme de machines de forage utilisant la méthode du foret 3/4 ou BTA en fonction des diamètres requis.
- Les structures en « U » des machines de forage IMSA de type MFT et MFTB ont une hauteur nulle du chariot de forage. Le résultat de cette solution est l’annulation du moment de flexion qui serait normalement généré sur le chariot de forage, sur les lunettes et sur l’adducteur, provoquant la flexion et la vibration du foret. Il en résulte une rigidité considérable ;
- Différents types de chargeurs automatiques de pièces sont disponibles ;
- Des fonctions spécifiques au processus de forage profond permettent de lire les forces de coupe et de poussée afin d’éviter la rupture du foret, et de gérer les pressions de blocage de la pièce.
Voir ici les fiches des machines de forage IMSA pour le forage dans l’axe de pièces cylindriques
© I.M.S.A. S.r.l. – le 17 octobre 2022.