BB-EVO IST DIE NEUE REIHE VON BEARBEITUNGSZENTREN, DIE DER ITALIENISCHE WERKZEUGMASCHINENBAUER I.M.S.A. GEPLANT UND ENTWICKELT HAT, UM DIE BEREITS BEKANNTEN TIEFBOHRKAPAZITÄTEN DURCH NOCH BESSERE FRÄSLEISTUNGEN ZU ERGÄNZEN, DAMIT DIE ANFORDERUNGEN AN DIE VOR- UND NACHBEARBEITUNG VON BOHRUNGEN IN OPTIMALER WEISE ERFÜLLT WERDEN KÖNNEN.
Übersetzung des in der italienischen technischen Zeitschrift „Costruire Stampi“ im Februar 2015 erschienenen Artikels
Auf einem Markt, der bei einer immer härteren Konkurrenz zunehmend komplexer wird, ist es oft erforderlich, bei der Erweiterung der Produktpalette zusätzlich einen Mehrwert anzubieten, und zwar nicht nur höhere Leistungen, sondern auch neue Bearbeitungsmöglichkeiten. Genau dies hat I.M.S.A. veranlasst, eine neue Maschinenserie zu entwickeln, die nicht nur hohe Tiefbohrleistungen gewährleistet, sondern auch spezifische Frästechniken für alle Vor- und Nachbearbeitungen von Tiefbohrungen einsetzt.
„Damit wird ein wirklich komplettes und äußerst leistungsfähiges Bearbeitungszentrum mit noch mehr Bearbeitungsmöglichkeiten angeboten, die bei einer Erneuerung des Maschinenparks genützt werden können, aber auch als Chance für bereits ausgerüstete Werkstätten gelten, um mit den neuen Dynamiken Schritt zu halten, die sich auf nationaler und internationaler Ebene im Formenbau abzeichnen“,
erklärt Luca Picciolo, Verkaufsleiter von I.M.S.A.
Das neue Maschinenmodell mit der Bezeichnung MF1450BB ist die letzte Errungenschaft in der Evolution des Konzepts der Reihe BB von I.M.S.A. Diese bekannten HiTech-Tiefbohrzentren haben bei den Herstellern von Formen mit aufwändigen Kühlkreisen großen Erfolg. Dies ist nun die erste Maschine der neuen Serie BB-Evo.
„Bei dieser neu entwickelten Maschine sind die beiden Bearbeitungseinheiten zum Bohren und Fräsen nach wie vor getrennt und selbständig, was sich positiv auf ihre Steuerung, Funktion und Leistung auswirkt. Für unser Unternehmen ist das jedoch keine eigentliche Innovation, sondern ein nunmehr seit mehreren Jahrzehnten konsolidierter technischer Stand“
führt Herr Picciolo weiter aus. Getrennte selbständige Einheiten also, die zur Erfüllung ganz bestimmter Aufgaben geplant und gebaut werden und Folgendes bedeuten: Tiefbohren bis maximal 1.450 mm in einem Zug bei Durchmessern von 5 bis 40 mm; Fräsen für die Vor- und Nachbearbeitung von Bohrungen (Aufbohren, Ansenken, Gewinden usw.) mit horizontalem Fräshub 1.050 mm, der sich durch den Schlittenhub (W-Achse 600 mm) und den Hub der Fräspinole (Z-Achse 450 mm) ergibt.
Die zusätzliche Tischverschiebung (U-Achse) für die leichtere Bearbeitung auf 4 Seiten macht den deutlich höheren technischen Gehalt des neuen Bearbeitungszentrums aus. Dies ist ein wichtiger Vorteil beim Bearbeiten kleiner, aber auch groß dimensionierter Teile.
TIEFBOHRSPEZIALISTEN
Die Tiefbohrleistungen mit Einlippenbohrern sind bei der neuen MF1450BB ausschlaggebend für die Rentabilität der Investition in eine Maschine dieser Art, die dank der neuen Mechanik, den 8 – 9 Achsen und der neuen Spindel mit 11 kW Leistung und 4.200 U/min. Drehzahl ein weitaus höheres technisches Niveau als die vorhergehenden Modelle erreicht.
Ausgehend von der besonderen Portalbauweise („Gantry“), einer oben und unten abgestützten, normalgeglühten Schweißkonstruktion, die im Vergleich zur konventionellen Ausführung (Ständer nur unten geführt und abgestützt) eine 16mal höhere Steifigkeit aufweist, wird die Prozess-Zuverlässigkeit und die Bearbeitungsgeschwindigkeit des Zentrums gewährleistet.
Mit dieser besonderen technischen Ausführung wird in einem Zug (V-Achse) bis auf 1.450 mm aus dem Vollen gebohrt, bei optimalen Bohrdurchmessern von 5 – 40 mm (min.-max.). Der Ständer (X-Achse) und Längsbewegung kann bis zu 2.240 mm erreichen, der nutzbare Längshub (X-Achse) beträgt maximal 2.000 mm und der Achsabstand zwischen den Bohr- und den Frässpindeln 240 mm. Die Senkrechtbewegung des Arbeitsschlittens (Y-Achse) kann 1.300 mm erreichen, bei 600 mm Anfahrweg an das Werkstück (W-Achse) und einer (stufenlosen) Neigung der Bearbeitungseinheit zwischen -20° und 20°.
HOHE FRÄSLEISTUNGEN
Die neue MF1450BB wurde gezielt geplant, um neben der hohen Produktivität bei den Tiefbohrprozessen auch hohe Fräsleistungen zu erreichen, damit alle Vor- und Nachbearbeitungen der tiefen Bohrungen auf einer selbständigen Achse ausgeführt werden können. Dazu ist die Maschine mit einem Fräskopf ISO 50 mit 29 kW Leistung und einer Drehzahl von 6.000 U/min. mit max. 200 Nm Drehmoment ausgestattet.
Für die Fräsbearbeitungen ist die Maschine ist mit einem automatischen Werkzeugmagazin ausgerüstet, das je nach Bedarf mit 20, 40, 60 oder 150 Werkzeugplätzen ausgelegt werden kann (max. zulässige Werkzeuglänge 350 mm bei max. 100 mm Durchmesser und 25 kg Höchstgewicht pro Werkzeug), um ein Höchstmaß an Flexibilität zu erreichen.
Die von den I.M.S.A.-Konstrukteuren vorgenommene technische Entwicklung stellt daher keinen Kompromiss, sondern die klare Absicht dar, ein komplettes Paket anzubieten, mit dem ganz bestimmte Anforderungen hinsichtlich der genannten Tiefbohr- und Fräsbearbeitungen erfüllt werden können.
Mit dem neuen leistungsstarken Flüssigkeitskühlsystem (anstelle der Luftkühlung der früheren Modelle) wird die Wärmeausdehnung der Z-Achse während der Bearbeitung nach den vorgegebenen Toleranzen auf ein Mindestmaß reduziert (oder sogar vollständig vermieden), um dauerhaft konstante Leistungen zu erhalten.
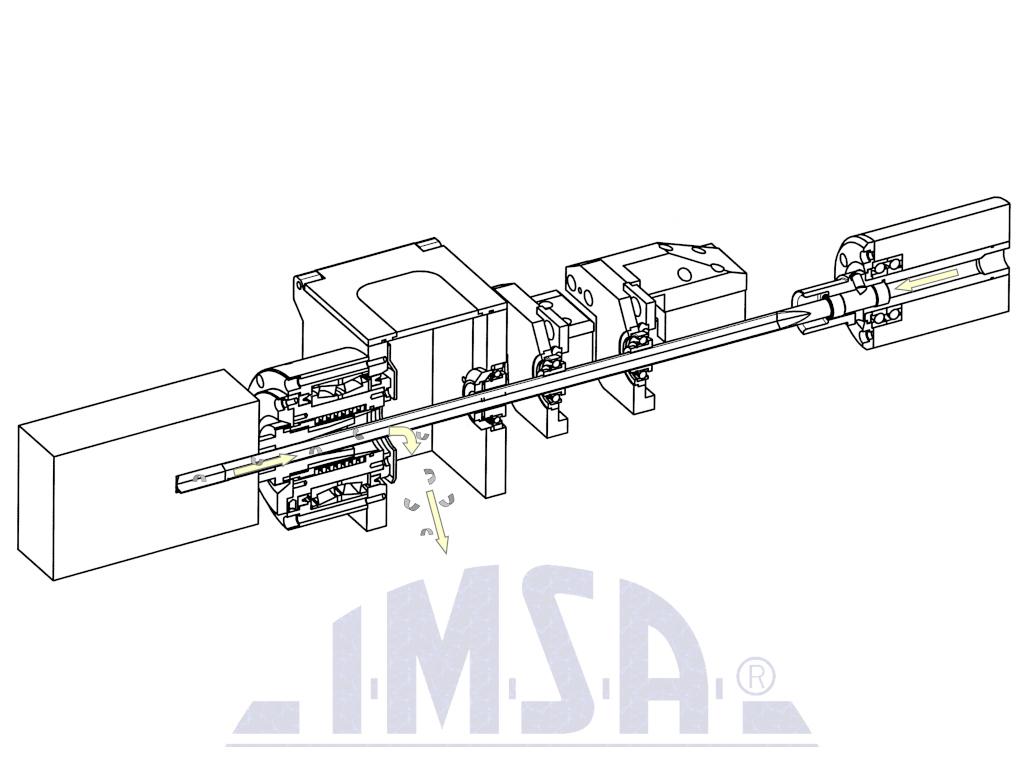
Die Prozessoptimierung und“effizienz zeigt sich hier wie in der gesamten im Jahr 2000 herausgebrachten Serie BB beim vollautomatischen Übergang vom Tiefbohren auf die Fräsbearbeitung mit einer M-Funktion ohne direkten Eingriff des Maschinenbedieners, wofür nur die Zeit für die elektronische Achsumschaltung erforderlich ist.
PROZESSSTEUERUNG UND -ÜBERWACHUNG
Die neue MF1450BB wird von einer numerischen Steuerung Heidenhain TNC 640 mit spezifischen Funktionen und Arbeitszyklen zum Tiefbohren und zum Berechnen der Koordinaten für Schrägbohrungen gesteuert. Die Firma I.M.S.A. hat in Zusammenarbeit mit den Ingenieuren von Heidenhain Sonderzyklen für die gezielte Prozesssteuerung ihrer Maschinen bei herkömmlicher Parameterverwaltung des PLC entwickelt.
In anderen Worten handelt es sich um einen maßgeschneiderten Zyklus, der aber wie ein normaler Standardzyklus behandelt wird. Dies betrifft beispielsweise die Steuerung und Überwachung beim Tiefbohren, wobei die Sicherheit durch die doppelte elektronische Überwachung der Schnittparameter des Werkzeugs gewährleistet ist. Die Schnittkraft und/oder die Vorschubkraft kann vom Bediener programmiert werden. Bei deren Überschreitung wird ein Alarm ausgelöst und die Maschine angehalten.
Eine weitere Sonderfunktion betrifft die Steuerung der nicht orthonormalen Bohrung, d.h. der schrägen Tiefbohrbearbeitung. Diese Bearbeitung wird unter Schwenken der horizontalen Z-Achse ausgeführt und nicht mit den herkömmlichen Drehachsen (z.B. mit Köpfen oder Tischen). Daraus hat sich die Notwendigkeit ergeben, individuelle Verfahren zu entwickeln, die Geometrie der Position der Werkzeugspitze im Raum zu berechnen (statisches RTCP) und somit Sonderzyklen zu erstellen, die die sichere Bearbeitung mit doppelter Schräge unter Erreichung der vorgegebenen Prozessqualität ermöglichen.
PRODUKTIVITÄT UND EFFIZIENZ OHNE BEDIENEREINGRIFF
Wie bereits darauf hingewiesen, erfüllt die neue MF1450BB nicht nur die Tiefbohranforderungen, sondern ist technisch so ausgelegt, dass auch beim Fräsen zur Vor- und Nachbearbeitung der Bohrungen Leistungsstärke und Flexibilität gesichert sind.
Grundlage für die Produktivität und Effizienz ist der Wille von I.M.S.A., einem noch breiteren Benutzerkreis eine gute Lösung anzubieten. Unter dieser Voraussetzung wird eine Maschine mit hoher Produktivität und einer bedienerlos in einer einzigen Aufspannung erreichbaren Prozessqualität angeboten.
Die Automatik, die Mechanik und die erstklassige technische Ausstattung der neuen Maschine führen zu hoher Effizienz bei längerer Lebensdauer der Werkzeuge. Mit dieser Maschine ist es daher möglich, Tiefbohr- und Fräsbearbeitungen abwechselnd zu steuern, dadurch Platz und Schichtarbeit zu optimieren, Bearbeitungen an allen 4 Werkstückseiten auszuführen und das fertige Teil für die Rüstung der Form an die Produktionslinie zu übergeben.
DER MEHRWERT DER 4-SEITENBEARBEITUNG
Durch die größeren waagrechten Arbeitswege (W-Achse) und den Hub der Fräspinole zusätzlich zur Verfahrachse des Tisches (U-Achse) hat die neue MF1450BB von I.M.S.A. auch größere Anfahrwege an das Werkstück, was zu einer erheblichen Verbesserung der Steuerung der 4-Seitenbearbeitung führt. Dadurch ergeben sich beachtliche Vorteile bei der Bearbeitung von Teilen mit kleinen und großen Abmessungen. Bei kleinen Werkstücken nähert sich die Tischmitte dem Bearbeitungszentrum; bei großen Werkstücken, deren Abmessungen über die geometrischen Grenzen des Tisches hinausgehen, kann die Tischmitte von der Maschine entfernt und die Oberfläche der Form in die bestmögliche Position für die Bearbeitung (Bohr- und Fräseinheit) gebracht werden. Der Arbeitstisch (dreh- und verfahrbar) aus normalgeglühtem, geschliffenem Sphäroguss ist 1.200 x 1.500 mm groß mit 500 mm Hub der U-Achse. Seine maximale Tragfähigkeit beträgt 12.000 kg bei (zentrierter) Werkstückdrehung.